Элементы токарных резцов
Основным инструментом станков токарной группы является токарный резец, представляющий собой пространственное геометрическое тело сложной формы. Токарный резец простейшей конструкции, выполненный из инструментальной стали (рис. 11.6, а), имеет режущую I и присоединительную II (державку) части. Последняя служит для закрепления резца в резцедержателе.
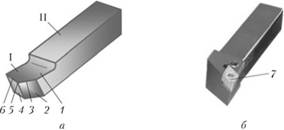
Рис. 11.6. Токарный проходной резец:
а – элементы резца; б – современный резец с пластиной из эльбора
Режущая часть образуется при заточке резца и имеет следующие элементы: переднюю поверхность лезвия 1, по которой сходит стружка, главную заднюю поверхность 2, обращенную к поверхности резания заготовки; вспомогательную заднюю поверхность 4, обращенную к обработанной поверхности заготовки; режущую кромку вспомогательную режущую кромку 6; вершину 5. Современные конструкции резцов, имея в принципе те же элементы, что и традиционные, выполняются составными (рис. 11.6, б) с применением для рабочей режущей части 7 пластин из твердых сплавов, эльбора и т.п. Несмотря на более высокую их стоимость по сравнению с резцами из инструментальной стали, они имеют подавляющее превосходство по стойкости (не менее чем в 15–20 раз), качеству обработки, возможности работы при более высоких оборотах шпинделя.
Углы резания оказывают существенное влияние на резание и качество обработки. Для рассмотрения геометрических параметров режущей части инструмента устанавливают систему координатных плоскостей и сами координатные плоскости: резания Рп и основную Рv. Основной называется плоскость, проходящая перпендикулярно направлению главного движения (вектору скорости резания). Плоскостью резания называется плоскость, проходящая через главную режущую кромку перпендикулярно основной плоскости.
Геометрические параметры (углы) режущего инструмента рассматривают в инструментальной, статической и кинематической системах координат. Рассмотрим кратко лишь статические геометрические параметры резца как неподвижного тела. Обозначение углов приведено на рис. 11.7 и 11.8. Так, на рис. 11.8 показаны резец в проекции на основную плоскость 1, сечения его в главной секущей плоскости 2, вспомогательной секущей плоскости 3, вид резца со стороны главной задней поверхности 4 (вид А) и следы координатных и секущих плоскостей.
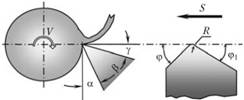
Рис. 11.7. Основные углы токарного резца
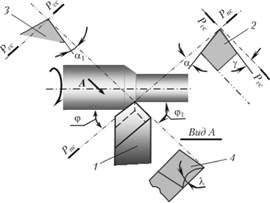
Рис. 11.8. Обозначение углов резца в статике:
Рnс – след плоскости резания; Р,vc – след основной плоскости
Так, с увеличением переднего угла γ уменьшается деформация срезаемого слоя, снижаются силы резания, улучшаются условия схода стружки, повышается качество обработанной поверхности. Однако это увеличение приводит к снижению прочности лезвия. Наличие главного заднего угла а уменьшает трение между главной задней поверхностью инструмента и поверхностью резания заготовки, наличие угла α1 (см. рис. 11.8) уменьшает трение резца о заготовку. С уменьшением главного угла в плане φ шероховатость обработанной поверхности снижается. Одновременно уменьшается толщина и растет ширина срезаемого слоя материала, возрастает сила резания, перпендикулярная оси заготовки, а значит, увеличивается деформирование заготовки. С увеличением угла наклона режущей кромки λ качество обработанной поверхности ухудшается.
По направлению подачи резцы подразделяются на правые и левые. Первые (при наложении на них сверху ладони правой руки главная режущая кромка оказывается расположенной на стороне большого пальца) при обработке заготовки перемещаются справа палево, а вторые – слева направо (рис. 11.9).

Рис. 11.9. Определение направления подачи резцов