Управление выполнением сменного задания (С3) первичной производственной системы
В производстве реализуется совокупность последовательных воздействий человека при помощи средств труда на предметы труда, в результате которых образуется продукт труда.
В механообрабатывающих производственных подразделениях средства труда – это станки, роботы, транспортные и складские средства, инструмент, оснастка и другие элементы, сохраняющие свою натуральную форму в процессе производства и по мере их износа переносящие свою стоимость на изготовленный продукт.
Предметы труда в механообработке: материалы, заготовки, неизготовленные детали на операциях и т.п., т.е. элементы, целиком потребляющиеся в производственном процессе и полностью переносящие свою стоимость на изготовленный продукт.
Продукт труда в механообработке – изготовленные детали. Средства и предметы труда, рабочая сила являются ресурсами производственного подразделения. Часть ресурсов в соответствии со сменным заданием (СЗ) производственному подразделению включается в производственный процесс (наиболее дефицитные – практически полностью), а не включенные в процесс производства в течение смены ресурсы составляют резервы.
Известно множество автоматизированных информационных систем управления (АИСУ) объектами, в составе которых осуществляются сменно-суточное пооперационное планирование изготовления партий деталей на операциях на рабочих местах и ведение пооперационного учета их движения. Однако организовать работу объекта управления в соответствии с расписанием (СЗ) выполнения операций по партиям деталей (работ) на рабочих местах в течение смены довольно трудно.
На объект управления в течение смены воздействуют различного рода возмущения:
• поломка оборудования, инструмента или оснастки;
• заболевание или травма исполнителя;
• необеспеченность заготовками деталеоперации из-за задержки в выполнении предыдущих операций;
• ввод в строй ранее планового срока оборудования, находившегося в ремонте;
• превышение планового коэффициента обслуживаемости оборудования исполнителем;
• рационализаторские предложения, срочные дополнительные задания;
• брак, возникающий в ходе производства, и т.п.
Действие указанных возмущений приводит к изменению величины ресурсов, производительности, состава и очередности выполнения работ, т.е. к возникновению отклонений фактического состояния производства от запланированного С3, когда имеет место действие возмущений, уменьшающих ресурсы или приводящих к концентрации резервных ресурсов – в противном случае.
При наличии возмущений, уменьшающих ресурсы, наряду с действиями организационного характера по установлению и устранению причин возникновения возмущений появляется необходимость использовать резервные и включенные в производственный процесс в соответствии с С3 ресурсы данного или смежного производственного подразделения, изменять состав, очередность выполнения работ на рабочих местах с целью минимизации отклонений фактического состояния производства от запланированного на конец смены. Следовательно, необходимо оптимальное внутрисменное перепланирование (регулирование) процесса производства – пересоставление расписания обработки партий деталей по операциям с момента обнаружения отклонений (действия возмущений) до окончания смены.
Концентрацию (появление дополнительных) ресурсов в производственном подразделении в ходе смены можно использовать для ликвидации отклонений фактического состояния производства от запланированного С3 или для изготовления дополнительных партий деталей на операциях, устанавливаемых руководством производственного подразделения с учетом состояния процесса производства, как данного, так и смежных производственных подразделений.
Таким образом, в условиях влияния возмущений на объект возникает необходимость принятия решений по внутрисменному управлению (регулированию) им в РМВ с целью оптимального по определенным критериям устранения действия возмущений, ликвидации отклонений, возникших в процессе производства, и эффективного использования ресурсов.
Принятие решений по устранению действий возмущений и возникших отклонений в ходе смены – внутрисменное регулирование процесса производства – заключается в том, чтобы за время, отпущенное на решение задачи регулирования, сформировать такой вариант перепланирования производственного процесса, который бы обеспечил минимизацию каждого из установленных критериев при соблюдении определенных ограничений.
Эти проблемы можно разрешить на основе применения методологии распознавания образов, объектов, явлений ситуаций.
Для распознавания производственных ситуаций, требующих перепланирования процесса механообрабатывающего производства в течение смены, следует создать специальную систему распознавания. Она может представлять собой сложную динамическую человеко-машинную систему, включающую производственный персонал, технические средства, математическое обеспечение, вычислительные средства и предназначенную для решения на основе специально разработанных алгоритмов задач распознавания производственных ситуаций объекта управления, возникающих в ходе смены в РМВ.
Назначение распознавания производственных ситуаций объекта управления – получить информацию о принадлежности неизвестной ситуации, сложившейся в ходе смены в результате действия возмущений, к тому или иному классу. Такая информация необходима для принятия конкретных решений по перепланированию процесса производства системой внутрисменного регулирования. В связи с этим систему распознавания требуется строить с учетом обеспечения наиболее эффективного использования всего набора допустимых решений по регулированию процесса производства системой внутрисменного регулирования. Однако это требование накладывает на построение системы распознавания некоторые ограничения.
Известно, что при прочих равных условиях повышение эффективности принимаемых решений зависит от степени детализации распознаваемых производственных ситуаций, устанавливаемой количеством классов, на которые подразделено множество производственных ситуаций. При этом на эффективность принимаемых системой решений по регулированию внутрисменного процесса производства влияет точность выявления принадлежности распознаваемой ситуации к соответствующему классу (или ошибки распознавания), которая определяется размерностью признакового пространства (объемом апостериорной информации о значении признаков, характеризующих распознаваемые ситуации). Поэтому расширение алфавита классов при неизменном словаре признаков снижает точность отнесения распознаваемой ситуации к соответствующему классу, т.е. увеличивает ошибку распознавания.
В то же время расширение признакового пространства (рост словаря признаков) в целях уменьшения ошибок распознавания вызывает:
• во-первых, рост числа технических измерительных средств, каждое из которых служит установлению соответствующего признака или группы признаков и объема (стоимости) математического обеспечения в случае определения признаков программным путем. Это связано с повышением затрат на построение системы распознавания, величина которых, как правило, ограничена;
• во-вторых, увеличение времени решения задачи распознавания при довольно жестком его ограничении в системе внутрисменного регулирования объекта управления;
• в-третьих, усложнение системы распознавания, что снижает надежность ее функционирования.
Следовательно, для оптимального построения системы распознавания нужен компромисс между размерами алфавита классов и объемом рабочего словаря признаков системы, базирующийся на исходных данных о наборе возможных решений, объеме ресурсов, затрачиваемых на создание измерительной аппаратуры и математического обеспечения, времени, отпущенном на решение задачи распознавания, и уровне надежности функционирования системы распознавания.
Приведенные выше рассуждения положены в основу определения из множества возможных решений подмножества допустимых, используемых для нахождения рабочего алфавита классов производственных ситуаций и рабочего словаря признаков системы распознавания из априорного словаря признаков.
Пример 3
Рассмотрим основные этапы построения специализированной системы распознавания производственных ситуаций, требующих корректирования сменного задания (С3) первичной производственной системы в течение смены. Обозначим эту систему распознавания СР №3.
Этап № 1. Выбор принципа классификации.
В качестве принципа классификации используются сведения о количестве допустимых решений по корректированию сменного задания (С3) в ходе смены системой внутрисменного управления. Таких решений три:
l, – исключить (прервать) работу (работы), предписанную (предписанные) к выполнению сменным заданием, высвободить ресурсы рабочего места (рабочих мест), задействованные в выполнении этой работы (этих работ);
l2 – включить (продолжить) работу (работы) в сменное задание, закрепить ресурсы рабочего места для выполнения работы (работ);
l3 – исключить работу (работы) из сменного задания, высвободить ресурсы рабочего места (рабочих мест), задействованные в выполнении этой работы (этих работ), и включить работу (работы) в сменное задание, закрепить ресурсы рабочего места (рабочих мест) для выполнения работы (работ).
Этап № 2. Разработка алфавита классов.
Поскольку наряду с ситуациями, требующими принятия т решений L = {l1, ..., lт} по корректированию процесса производства объекта управления, имеют место противоположные ситуации, что указывает на соответствие фактического состояния производства запланированному, в алфавите классов ситуаций системы распознавания следует предусмотреть дополнительный т + 1 класс. В данном случае алфавит классов системы распознавания будет состоять из четырех классов:
Ω1 – нехватка ресурсов для выполнения запланированных сменным заданием работ;
Ω2 – наличие ресурсов для включения работ в сменное задание;
Ω3 – включение в сменное задание возмущающих работ;
Ω4 – соответствие фактического состояния процесса производства целевому.
Если распознанная ситуация относится к классу Ω1; Ω2, ..., то принимается решение соответственно l1, l2, ... . Когда же ситуация принадлежит классу Ω4, решение не принимается.
Этап № 3. Формирование рабочего словаря признаков.
В рабочий словарь признаков системы распознавания нужно ввести первичные признаки, характеризующие изменение величины включенных в С3 ресурсов, изменение производительности рабочих мест:
А1 – уменьшение фонда времени работы оборудования рабочего места, задействованного в С3, на величину, превышающую допустимую;
А2 – уменьшение фонда времени трудового ресурса рабочего места, задействованного в С3, на величину, превышающую допустимую;
А3 – отсутствие материального ресурса, необходимого для выполнения запланированной С3 работы;
А4 – необеспеченность запланированной С3 работы вспомогательными ресурсами (инструментом, оснасткой, программным обеспечением, технической документацией и т.п.);
A5 – наличие указания руководства о снятии работы с С3;
А6 – снижение производительности рабочего места ниже допустимого уровня.
Допустимые нижние границы величин включенных в С3 ресурсов (признаки A1, А2) и производительности рабочих мест (признак А6) следует устанавливать для конкретной первичной производственной системы с учетом наличия в ходе смены соответствующих резервных ресурсов, включение которых в производственный процесс гарантирует выполнение установленного на смену задания.
В рабочий словарь признаков должны быть также включены первичные признаки, характеризующие обеспеченность работ необходимыми ресурсами по оборудованию и рабочей силе, а именно:
К1 – обеспеченность резервных работ резервными ресурсами по оборудованию и рабочей силе;
К2 – обеспеченность "отставших" от С3 работ резервными ресурсами по оборудованию и рабочей силе;
К3 – обеспеченность возмущающих работ резервными ресурсами по оборудованию и рабочей силе;
К4 – обеспеченность возмущающих работ задействованными в С3 ресурсами по оборудованию и рабочей силе;
К5 – обеспеченность возмущающих работ задействованными в С3 и находящимися в резерве ресурсами по оборудованию и рабочей силе.
Перечисленные первичные признаки – логические. Первичному признаку присваивается значение истинности вида "да (истинно)", которому соответствует значение "единица", если идентифицируемый признаком факт установлен. В противном случае первичному признаку присваивается значение истинности вида "нет (ложно)", которому соответствует значение "нуль":

Значения первичных признаков Α1, ...,А6, Κ1, ..., К5, характеризующих производственные ситуации, складывающиеся в ходе смены, можно определять с помощью специальной системы подготовки, сбора и обработки информации, включающей терминалы, установленные на рабочих местах, в службах, у руководства первичной производственной системы, и данных, содержащихся в информационной модели автоматизированной информационной системы управления производственным процессом.
Этап № 4. Описание классов ситуаций на языке признаков.
Априорной информации относительно рассматриваемого объекта управления достаточно для того, чтобы установить зависимости между классами ситуаций, требующими корректирования сменного задания, и признаками рабочего словаря признаков, т.е. описать классы ситуаций на языке признаков. Используя аппарат алгебры логики, описания классов на языке признаков можно представить в виде
 (16)
(16)
 (17)
(17)
 (18)
(18)
 (19)
(19)
где "+" – логическое "или"; "•" – логическое "и";  – отрицание А ("не А").
– отрицание А ("не А").
Этап № 5. Выбор алгоритма распознавания.
Алгоритм распознавания ситуаций, вызывающих необходимость корректирования сменного задания в ходе смены (описания классов на языке признаков 16–23), целесообразно построить на основе метода сокращенного базиса. Размер матрицы составит 19 × 211 = 19 × 2048 = 38 912 символов (19 строк матрицы – это сумма 11 признаков и 8 классов, а 2048 столбцов – 2й – это число возможных комбинаций из 11 признаков).
Система распознавания на основании таблицы соответствия решения классу производственных ситуаций выдает общее решение по корректированию процесса производства объекта управления. Главные этапы построения системы распознавания производственных ситуаций первичной производственной системы, возникающих в ходе смены, показаны на рис. 8.11.
На базе вырабатываемых системой распознавания СР № 3 в течение смены общих решений по корректированию процесса производства объекта управления решающий блок системы внутрисменного регулирования процесса производства формирует конкретные (оптимальные) решения. В этих решениях указываются конкретные работы, рабочие места и необходимые действия, которые должны быть предприняты по отношению к ним.
На основании выработанных конкретных решений в ситуациях классов Ω1; Ω2, Ω3 корректируется С3. Оперативное управление ходом производства на цеховом, межцеховом, завод-
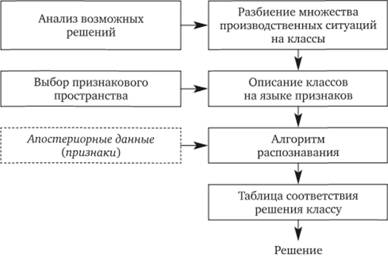
Рис. 8.11. Взаимосвязь этапов построения системы распознавания
ском уровне подобно управлению ходом производства на участковом уровне, т.е. оперативному управлению ходом произ водства в первичной производственной системе.