Конструктивно-технологические особенности электронной аппаратуры.
Учреждение образования
«Гродненский Государственный университет имени Янки Купалы»
Инженерно- технический факультет
Кафедра информационных систем и технологий
Яничкин В.В.
КОНСТРУИРОВАНИЕ
ЭЛЕКТРОННОЙ АППАРАТУРЫ
Часть 2
Гродно 2010
СОДЕРЖАНИЕ
1. ОСОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ЭЛЕКТРОНОЙ АППАРАТУРЫ ….……4
1.1. Конструктивно-технологические особенности электронной аппаратуры.……4
2. ОСНОВНЫЕ ФАКТОРЫ ОПРЕДЕЛЯЮЩИЕ КОНСТРУКЦИЮ ЭА ……………………..6
2.1.Классификация и области применения ЭА …………………………………….….6
2.2.Условия эксплуатации ЭА………………………………………………………….... 9
2.3. Ремонтопригодность и взаимозаменяемость при эксплуатации ЭА…………..13
3. ПРОЕКТИРОВАНИЕ ЭЛЕКТРОННОЙ АППАРАТУЫ С УЧЕТОМ
ТРЕБОВАНИЙ НАДЕЖНОСТИ ………………………….…………16
3.1. Основные определения теории надежности………………………………………16
3.2. Количественные характеристики теории надежности ЭА……………………...17
3.3. Расчеты надежности при проектировании ЭА…………………………………...21
3.4. Общие и специальные методы повышения надежности………………………..24
4. КОМПОНОВКА ЭЛЕКТРОННОЙ АППАРАТУРЫ ………………………………………...31
4.1. Основные принципы компоновки……………………………………………….…31
4.2. Внутренняя компоновка изделия…………………………………………………. 31
4.3. Основные направления конструирования ЭА…………………………………... 34
4.4. Критерии качества компоновки и конструкции………………………………....36
5. ПЕЧАТНЫЕ ПЛАТЫ И УЗЛЫ ………………………………………………………………..38
5.1. Основные понятия…………………………………………………………………....38
5.2. Электрические параметры печатных плат……………………………………….40
5.3. Материалы для изготовления печатных плат…………………………………....42
5.4. Особенности конструкции печатных плат и элементов печатного монтажа...44
5.5. Типы печатных плат. Методы изготовления печатных плат ………………….47
5.6. Многослойные печатные платы (МПII)………………………………………….48
5.7. Разработка и оформление чертежей на печатные платы……………….………54
5.8. Печатные узлы………………………………………………………………………..57
6. МЕТОДЫ И СПОСОБЫ КОМПОНОВКИ ЭЛЕКТРОННОЙ АППАРАТУРЫ ……………61
6.1. Одноблочные и многоблочные конструкции……………………………………..61
6.2. Модульный метод компоновки приборов………………………………………....63
6.3. Корпуса радиоэлектронных аппаратов ……………………………………………67
7. ЗАЩИТА РАДИОЭЛЕКТРОННЫХ УСТРОЙСТВ ОТ ВНЕШНИХ ВОЗДЕЙСТВИЙ….72
7.1. Защита от механических воздействий…………………………………………….72
7.2. Тепловая защита электронной аппаратуры……………………………………...80
7.3. Влагозащита аппаратуры……………………………………………………………91
ЛИТЕРАТУРА ……………………………………………………………………………...…….92
1. ОСОВНЫЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ЭЛЕКТРОНОЙ АППАРАТУРЫ.
Конструктивно-технологические особенности электронной аппаратуры.
Современная электронная аппаратура(ЭА) представляет собой сложный комплекс технических устройств, объединенных общим управлением и предназначенных для автоматического приема, преобразования, обработки и передачи информации в соответствии с заданным алгоритмом. С конструктивно-технологической точки зрения ЭА – это совокупность механических деталей, активных и пассивных электрорадиоэлементов (ЭРЭ), интегральных микросхем (ИМС), объединенных в функционально законченные сборочные единицы, и их модульная компоновка. Базовые конструкции аппаратуры имеют несколько уровней модульности, предусматривающих объединение простых модулей в более сложные. По мере развития ЭА элементная база и состав модулей изменяются, изменяется и технология их изготовления. Эти изменения удобно проследить, рассматривая поколения выпускаемой ЭА (рис. 1.1)
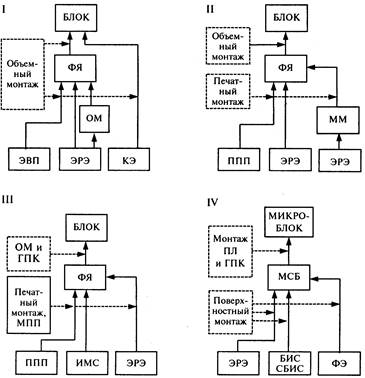
Рис.1.1 Структурная схема поколений ЭА.
Первое поколение (20–50-е гг.) характеризовалось использованием электровакуумных приборов (ЭВП), электромеханических коммутационных элементов (КЭ) и объемных ЭРЭ. В качестве начального уровня использовался объемный модуль (ОМ), под которым подразумевалась часть схемы, выполняющая определенную функцию (формирование, усиление, преобразование сигнала) и имеющая законченное конструктивное оформление. Электрическое соединение ЭРЭ на всех уровнях осуществлялось вручную с применением проводного (объемного) монтажа. Аппаратура имела большие габариты и массу, низкую надежность, высокую трудоемкость сборки, низкую плотность монтажа (не более 2 – 5 соед/см2), потребляла большое количество электроэнергии (1 – 100 кВт).
При дальнейшем развитии ЭА возникло противоречие между стремлением конструкторов повысить плотность монтажа и большой мощностью, рассеиваемой ЭВП, которое разрешилось созданием новой элементной базы – полупроводниковых приборов (ППП).
Второе поколение (50–60-е гг.) характеризовалось широким применением дискретных ППП, микромодулей из объемных ЭРЭ, внедрением печатных плат (ПП) на этапе сборки функциональных ячеек. Межблочные соединения выполнялись жгутовым монтажом. Плотность монтажа увеличилась в 10 раз и составила 15–20 соед/см2, в 10 раз увеличилась производительность процессов сборки за счет групповой пайки волной припоя, объем функциональных ячеек уменьшился в 20–25 раз, потребляемая мощность – в 10–20 раз.
Третье поколение (70–80-е гг.) характеризовалось использованием интегральных элементов и созданием типовых элементов сборки (ТЭС), которые отличались упорядоченным расположением элементов, что позволило использовать их механизированную установку на платы. ИМС стала модулем первого уровня, а плотность упаковки достигла 500 элем/см2.
Вначале превалировали аналоговые ИМС на основе биполярных транзисторов. Начиная с 1975 г. большее распространение получили цифровые ИМС на основе МОП-структур (металл– оксид–проводник), которые обладали существенными преимуществами по возможности миниатюризации, энергопотреблению и высокому проценту выхода годных изделий. Объем блоков уменьшился в 20 раз, потребляемая мощность – в 15 раз, а производительность труда увеличилась в 3 – 5 раз по сравнению со вторым поколением ЭА.
Для монтажа функциональных ячеек (ФЯ) стали применяться многослойные печатные платы (МПП), а внутриблочный монтаж проводили с помощью коммутационных печатных плат (КПП) и гибких печатных кабелей (ГПК). Межблочные соединения выполнялись методом накрутки с помощью эффективного полуавтоматического и автоматического оборудования. Это позволило достигнуть высокой идентичности и надежности аппаратуры и снизить ее себестоимость, широко применять автоматизацию производства.
В дальнейшем возникло новое противоречие: степень интеграции элементов в одном кристалле достигла 105 элементов, а габариты блоков оставались значительными из-за громоздких функциональных, коммутационных и других элементов.
Четвертое поколение (80–е гг.) характеризовалось использованием микроблоков, которые содержали микросборки частного применения, бескорпусные ИМС, большие и сверхбольшие интегральные микросхемы (БИСи СБИС), акусто- и оптоэлектронные приборы, а также безвыводные поверхностно-монтируемые ЭРЭ и ИМС.
Основной конструктивной единицей оставался ТЭС, но для его изготовления использовались методы поверхностного монтажа, внутриблочный монтаж полосковыми линиями (ПЛ) и ГПК. Плотность монтажа увеличилась, объем монтажа уменьшился в 20 раз, потребляемая мощность – в 50 раз, производительность труда увеличилась в 40–50 раз по сравнению со вторым поколением.
Совершенствование элементов памяти на полупроводниковых структурах для внутренних запоминающих устройств (ЗУ) позволило в едином технологическом цикле на одной подложке создавать не только матрицы памяти, но и схемы управления ЗУ. Таким образом были созданы микропроцессоры –устройства обработки цифровой информации, состоящие из памяти, операционной и управляющей частей. Быстродействие электронных приборов по сравнению со вторым поколением возросло на два порядка, что привело к расширению их функциональных возможностей в обработке информации (1 Гбит/с).
Многие виды СБИС, например анализаторы и синтезаторы речи, ЗУ, удовлетворяли требованиям обработки больших объемов данных, свойственных эре информации. Так, в 90-х гг. до 50 % всего работающего населения в США и 35 – 40 % в Западной Европе и Японии было занято в сфере информации. Успехи в развитии технологии СБИС как ключевого элемента систем обработки информации оказали глубокое влияние на всю мировую экономику.
Пятое поколение (90–е гг.) характеризуется использованием многокристальных модулей (МКМ), сверхпроводниковых схем и элементов, вхождением в молекулярную электронику. Это требовало создания новых материалов, сверхчистых и безлюдных технологий. Повышение степени интеграции изменило состав и структуру конструктивных уровней компоновки ЭА: увеличилась сложность элементной базы, уменьшилось число уровней, снизилась сложность конструкции устройств, т. е. микроэлектронные изделия заняли уровни более высокой функциональной сложности.
В XXI в. темпы внедрения инноваций в микроэлектронику будут еще выше. Так, программа развития национальной полупроводниковой промышленности США (National Technology Roadmap for Semiconductors) в 2001 г. предусматривает переход на топологический размер 0,15 мкм, плотность элементов достигнет 107/см2, алюминиевая металлизация будет заменена на медную.
Анализ развития ЭА позволяет не только установить особенности современной аппаратуры, но и наметить перспективные пути развития технологии ее производства. К конструктивно-технологическим особенностям ЭА относятся:
– постепенное усложнение и переход от аппаратов к сложным комплексам и системам;
– прогрессирующая микроминиатюризация изделий;
– модульная компоновка из функционально законченных схем и блоков;
– изготовление отдельных модулей и последующая их сборка в более
сложные единицы;
– автоматизация проектирования, изготовления и управления производством.
Таким образом, микроминиатюризация и повышение степени интеграции определяют комплексный подход к разработке ЭА, включающий во взаимосвязи решение системо-, схемотехнических и конструкторско-технологических вопросов.
2. ОСНОВНЫЕ ФАКТОРЫ ОПРЕДЕЛЯЮЩИЕ КОНСТРУКЦИЮ ЭА.