Пластмасс и полимерных композитов
Кафедра химии и технологии переработки
Отчет по лабораторной работе на тему:
«Оценка технологических характеристик пресс-порошков»
Выполнила: Кречнтов Д., Боченков М.
Группа: ХЕБО-11-12
Преподаватель: Баранов А.Б.
Москва 2015
1) Введение.
Такие свойства пресс-материалов как плотность и удельный объем, насыпная плотность и насыпной удельный объем, насыпная плотность и удельный объем утряски, коэффициент уплотнения и сыпучесть пресс-материалов объединяются одним термином «объемные характеристики».
Насыпная плотность, насыпная плотность утряски порошкообразных материалов и соответствующие им удельные объемы, а также коэффициент уплотнения зависит от плотности и формы отдельных частиц, гранулометрического состава, влажности, а также условий изготовления и транспортировки материала продолжительности хранения сырья и т.д.
Чем выше плотность отдельных частиц, тем, естественно, выше насыпная плотность материала. От размера частиц и их формы зависит плотность упаковки частиц (доля пустот между частицами). Чем ниже плотность упаковки, тем меньше насыпная плотность и больше насыпной удельный объем, выше коэффициент уплотнения. Наибольшую плотность при прочих равных условиях имеют материалы со сферическими частицами, поскольку они обеспечивают наиболее плотную упаковку-до 74% от объема.
Как правило, насыпная плотность гранулированных материалов с частицами близкими по форме практически не зависит от размера гранул.
Порошки, частицы которых имеют шероховатую поверхность, способны «зависать» при загрузке в емкости, имеют меньшую насыпную плотность и коэффициент уплотнения.
Влага, содержащаяся в порошках, скапливается в порах частиц и агрегатов, что приводит к некоторому уплотнению массы.
Повышение способности полимерных порошков к накоплению электростатических зарядов при измельчении или транспортировке, влечет за собой уменьшение насыпной плотности.
Тип применяемого наполнителя также влияет на насыпную плотность: волокниты имеют меньшую насыпную плотность, чем пресс-материалы с минеральным дисперсным наполнителем.
Данные об объемных характеристиках пресс-материалов используются для контроля однородности различных партий сырья, расчета загрузочных отверстий и объема полостей формующего инструмента, определения объема бункеров перерабатывающего оборудования и объема бункеров для хранения и транспортировки сырья.
2) Цель работы.
Определить насыпную плотность и сыпучесть различных пресс-материалов, и полученные результаты сравнить со справочными данными.
3) Объекты исследования.
Полипропилен (ПП), полистирол (ПС), полиэтилентерефталат (ПЭТФ), стеклянные шарики ШСО-50, тальк, поливинилхлорид (ПВХ).
Насыпная плотность гранул:
для ПП=440-520 кг/м3
для ПС=550-560 кг/м3
для ПЭТФ=880 кг/м3
для ШСО-50=1480 кг/м3
для талька=1750 кг/м3
для ПВХ=1250 кг/м3
4) Устройство приборов для исследования.
Для определения насыпной плотности материалов, просыпающихся через воронку, используют прибор, схема которого представлена на рис.1
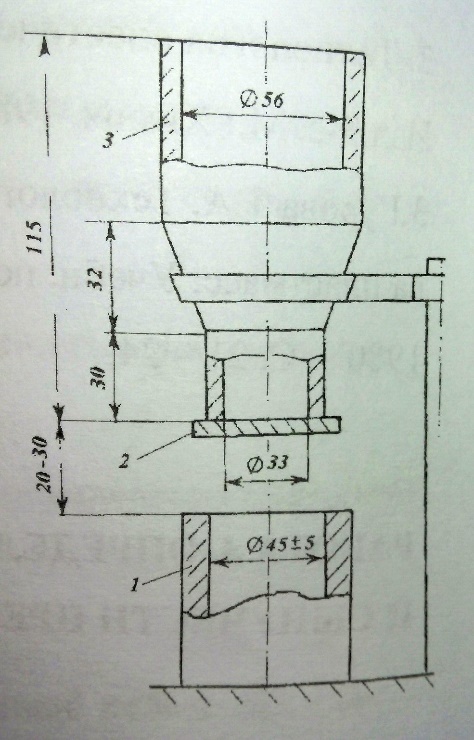
Рис.1 Прибор для определения насыпной плотности материалов, просыпающихся через воронку: 1-измерительный цилиндр объемом 100 см3, внутренним диаметром 45 мм; 2-заслонка; 3-коническая воронка.
При определении скорости высыания материала используется стандартная воронка, укрепленная на штативе (рисунок 2).
Для испытаний порошкообразных материалов диаметр цилиндрического отверстия воронки 10 мм, для испытания гранулированных материалов-25 мм.
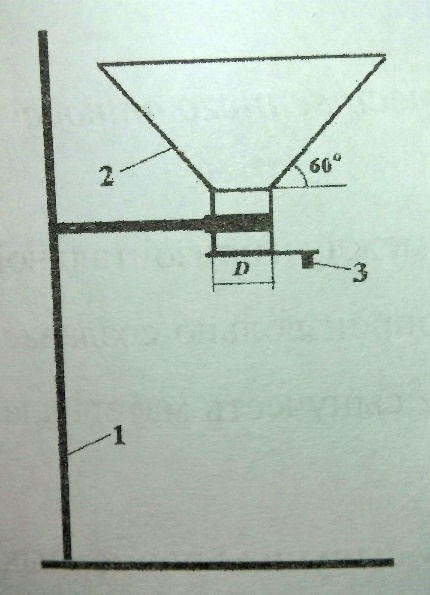
Рис.2 Прибор для определения сыпучести порошкообразных материалов: 1-штатив, 2-воронка с углом конусности 60, 3-заслонка с ручкой.
Для определения угла естественного откоса используют прибор, показанный на рисунке 3.
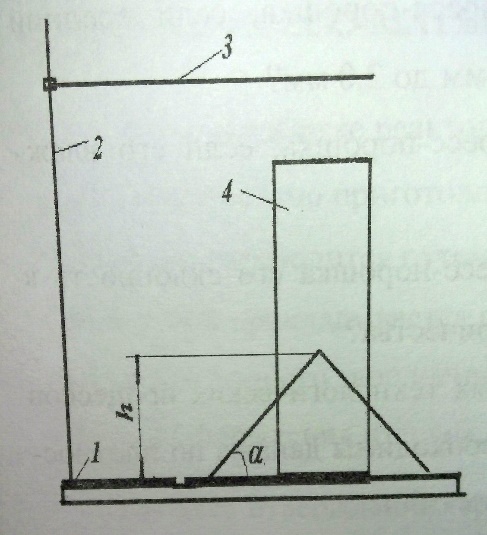
Рис.3 Установка для определения угла естественного откоса порошкообразных материалов: 1-основание с нанесенными концентрическими окружностями; 2-стойка со шкалой для измерения высоты конуса в мм; 3-подвижная планка; 4-полый цилиндр диаметром 100 мм и высотой 300 мм.
5) Результаты и их обсуждения.
Для определения насыпной плотности материалов взвесили измерительный цилиндр с точностью до 0,1 г.
m1=390 г.
Укрепили воронку на штативе таким образом, чтобы ее нижнее отверстие находилось над измерительным цилиндром 1 на расстоянии 20-30 мм и было соосно с ним. Закрыли нижнее отверстие воронки заслонкой. З0асыпали в воронку порцию материала, после чего вновь открыли заглушку и дали материалу высыпаться в измерительный цилиндр. Избыток материала удалили лопаткой с прямыми краями. Затем взвесили измерительный цилиндр с пробой с точностью до 0,1 г.
Опыт повторили для всех объектов исследования.
m (ПП)=56,88 г.
m (ПС)=60,51 г.
m (ПЭТФ)=81,34 г.
m (ШСО-50)=139,13 г.
m (тальк)=159,17 г.
m (ПВХ)=58,55 г.
Насыпную плотность материала X (в кг/м3) и удельный объем V (м3/кг) рассчитываем по формулам:
X= (m2- m1)/0.0001;
V=0,001/(m2- m1),
где m1-масса измерительного цилиндра, кг; m2-суммарная масса пробы и измерительного цилиндра, кг.
Х (ПП)=(0,447-0,390)/0,0001=570 кг/м3
V (ПП)=0,001/(0,447-0,390)=0,018 м3/кг
Х (ПС)=605,1 кг/м3
V (ПС)=0,017 м3/кг
Х (ПЭТФ)=813,4 кг/м3
V (ПЭТФ)=0,012 м3/кг
Х (ШСО-50)=1391,3 кг/м3
V (ШСО-50)=7,19*10-3 м3/кг
Х (тальк)=1591,7 кг/м3
V (тальк)=6,28*10-3 м3/кг
Х (ПВХ)=585,5 кг/м3
V (ПВХ)=0,017 м3/кг
В целом расчетные величины соизмеримы с литературными данными, а существующие различия, вероятно, связаны с ошибкой в эксперименте.
Для определения скорости высыпания материала через стандартную воронку порцию порошкообразного (или гранулированного) материала заданной массы поместили в воронку с закрытой заслонкой. Открыв заслонку и одновременно включив секундомер, дали материалу свободно высыпаться через отверстие. Время в секундах, в течение которого высыпается загруженная порция материала, определяет величину сыпучести. Испытания проводили 2 раза и за результат принимали среднеарифметическое значение сыпучести из результатов двух измерений.
| ПП | ПС | ПЭТФ | ШСО-50 | Тальк | ПВХ | |
| t1, с | 1,39 | 1,37 | 0,96 | 12,84 | 5,19 | 7,11 |
| t2, с | 1,51 | 1,15 | 0,82 | 12,60 | 6,14 | 6,74 |
| tср, с | 1,45 | 1,26 | 0,89 | 12,72 | 5,67 | 6,93 |
Сыпучесть (Х1) в граммах на секунду рассчитываем по формуле:
Х1=а/t,
где а-навеска, t-время высыпания.
Х1 (ПП)=56,88/1,45=39,2 г/с
Х1 (ПС)=60,51/1,26=48,0 г/с
Х1 (ПЭТФ)=81,34/0,89=91,4 г/с
Х1 (ШСО-50)=139,13/12,72=10,9 г/с
Х1 (тальк)=159,17/5,67=28,1 г/с
Х1 (ПВХ)=58,55/6,93=8,5 г/с
Исходя из экспериментальных данных, ПВХ не пригоден для объемного дозирования, так как его сыпучесть менее 10 г/с.
Сыпучесть материалов в порядке убывания: ПЭТФ, ПС, ПП, тальк, ШСО-50, ПВХ.
Для определения сыпучести по углу естественного откоса полый цилиндр установили на основание 1 (рис.3), совместив с окружностью диаметром 100 мм. В него засыпали порошкообразный материал и строго вертикально поднимали. Рассыпаясь, материал принимал конусообразную форму. Определили высоту конуса и радиус основания конуса.
| ПП | ПС | ПЭТФ | ШСО-50 | Тальк | ПВХ | |
| R, мм | ||||||
| h, мм |
Значение угла естественного откоса () рассчитываем по формуле:
=arctg(hk/(D/2))
(ПП)=2,6
(ПС)=11,8
(ПЭТФ)=10,5
(ШСО-50)=12,9
(тальк)=12,7
(ПВХ)=17,5
Чем больше сыпучесть материала, тем меньше угол естественного откоса. Можно сделать вывод, что наиболее сыпучий материал ПП, далее в порядке убывания сыпучести ПЭТФ, ПС, тальк, ШСО-50, ПВХ.
Существуют различия между результатами двух способов расчета (по времени высыпания и по углу естественного откоса) из-за ошибок в экспериментах.
Выводы.
1. Определена насыпная плотность и сыпучесть различных пресс-материалов;
2. Найденная насыпная плотность совпадает со справочными данными.
3. Установлено, что при увеличении размера частиц сыпучесть и насыпная плотность возрастает.
1) Ответы на вопросы.