
Категории:
АстрономияБиология
География
Другие языки
Интернет
Информатика
История
Культура
Литература
Логика
Математика
Медицина
Механика
Охрана труда
Педагогика
Политика
Право
Психология
Религия
Риторика
Социология
Спорт
Строительство
Технология
Транспорт
Физика
Философия
Финансы
Химия
Экология
Экономика
Электроника
ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ
1. В ОСНОВУ СПОСОБОВ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ ПОЛОЖЕН МЕХАНИЗМ
1) пластической деформации
2) упругой деформации
3) нагрева
4) охлаждения
2. К ОСНОВНЫМ ПОНЯТИЯМ, ХАРАКТЕРИЗУЮЩИМ ОБРАБОТКУ МЕТАЛЛОВ ДАВЛЕНИЕМ, ОТНОСЯТ
1) пластичность и деформацию
2) размеры исходных заготовок
3) масса исходных заготовок
4) время деформирования
3. КАКОЕ ИЗ ОПРЕДЕЛЕНИЙ НАИБОЛЕЕ ПОЛНО СООТВЕТСТВУЕТ ТЕРМИНУ «ОБРАБОТКА МЕТАЛЛОВ ДАВЛЕНИЕМ»
1) технологический процесс получения изделий путем пластического деформирования
2) технологический процесс получения изделий путем упругого деформирования
3) технологический процесс получения изделий без изменения размеров заготовок
4) способ воздействия на заготовки
4. ОСНОВНЫМИ ВИДАМИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕ ЯВЛЯЮТСЯ
1) ковка, штамповка, волочение, прессовка, прокатка
2) ковка, отштамповка, волкование, прессовка, прокатывание
3) ковка, штамповка, прессование, волочение, прокатка
4) отковка, осадка, протягивание, штампование
5. ДЕФОРМАЦИЯ, ПРОВОДИМАЯ ПРИ ТЕМПЕРАТУРЕ ВЫШЕ ТЕМПЕРАТУРЫ РЕКРИСТАЛЛИЗАЦИИ
1) остаточная
2) холодная
3) горячая
4) переходная
6. ДЕФОРМАЦИЯ, ПРОВОДИМАЯ ПРИ ТЕМПЕРАТУРЕ НИЖЕ ТЕМПЕРАТУРЫ РЕКРИСТАЛЛИЗАЦИИ
1) переходная
2) остаточная
3) холодная
4) горячая
7. УПРОЧНЕНИЕ МЕТАЛЛА В ПРОЦЕССЕ ХОЛОДНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
1) рекристаллизация
2) наклеп
3) возврат
4) твердость
8. ТВЕРДОСТЬ И ПРОЧНОСТЬ МЕТАЛЛА ПРИ НАКЛЕПЕ
1) не изменяется
2) уменьшается
3) увеличивается
4) сначала уменьшается, затем увеличивается
9. ПЛАСТИЧНОСТЬ И УДАРНАЯ ВЯЗКОСТЬ ПРИ НАКЛЕПЕ
1) не изменяется
2) увеличивается
3) уменьшается
4) сначала увеличивается, затем уменьшается
10. ПРОЦЕСС ОБРАЗОВАНИЯ И РОСТА НОВЫХ РАВНООСНЫХ ЗЕРЕН ВЗАМЕН ДЕФОРМИРОВАННЫХ ПРИ НАГРЕВЕ
1) двойникование
2) возврат
3) полигонизания
4) кристаллизация
11. ТЕМПЕРАТУРА РЕКРИСТАЛЛИЗАЦИИ ЧИСТЫХ МЕТАЛЛОВ СОСТАВЛЯЕТ
1) (0,3-0,4) Тпл
2) (0,6-0,7) Тпл
3) (0,1-0,2) Тпл
4) 0,9 Тпл
12. ТЕМПЕРАТУРА РЕКРИСТАЛЛИЗАЦИИ СПЛАВОВ СОСТАВЛЯЕТ
1) (0,1-0,2) Тпл
2) (0,3-0,4) Тпл
3) (0,6-0,7) Тпл
4) 0,9 Тпл
13. ПОКОВКОЙ НАЗЫВАЕТСЯ
1) заготовка, полученная прокаткой
2) заготовка, полученная ковкой или штамповкой
3) заготовка, полученная волочением
4) заготовка, полученная прессованием
14. ДЕФЕКТ ПОКОВОК ПРИ НАГРЕВЕ ЗАГОТОВОК ДО ТЕМПЕРАТУРЫ БЛИЗКОЙ К ТЕМПЕРАТУРЕ ПЛАВЛЕНИЯ
1) перегрев
2) пережог
3) волокнистая структура
4) плавление
15. ПЛАСТИЧНОСТЬ СТАЛИ С УВЕЛИЧЕНИЕМ ТЕМПЕРАТУРЫ ОБРАБОТКИ
1) уменьшается
2) повышается
3) не изменяется
4) уменьшается, затем увеличивается
16. ВИД ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ, ЗАКЛЮЧАЮЩИЙСЯ В МНОГОКРАТНОМ ПРИЛОЖЕНИЕ ДЕФОМРИРУЮЩИХ НАГРУЗОК С ПОМОЩЬЮ УНИВЕРСАЛЬНОГО ИСНТРУМЕНТА НА ЧАСТЬ ЗАГОТОВКИ НАЗЫВАЕТСЯ …
1) прессованием
2) волочением
3) прокаткой
4) ковкой
17. КАКОЙ ИЗ ВИДОВ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕ ПОЗВОЛЯЕТ ПОЛУЧАТЬ ИЗДЕЛИЯ МАССОЙ ОТ 0,1 кг ДО 300т
1) волочение
2) ковка
3) прокатка
4) прессование
18. КОВКУ ВЫПОЛНЯЮТ НА …
1) прокатных станах
2) ковочных прессах и молотах
3) волочильных станах
4) весу
19. КУЗНЕЧНЫЙ ИНСТРУМЕНТ ДЕЛИТСЯ НА СЛЕДУЮЩИЕ 3 ВИДА:
1) основной, ударный, вспомогательный
2) основной, опорный, контрольно-измерительный
3) основной, вспомогательный, контрольно-измерительный
4) ударный, вспомогательный, контрольно-измерительный
20. ОПЕРАЦИЯ КОВКИ, КОТОРАЯ ЗАКЛЮЧАЕТСЯ В УМЕНЬШЕНИИ ВЫСОТЫ ЗАГОТОВКИ ПРИ УВЕЛИЧЕНИИ ПЛОЩАДИ ПОПЕРЕЧНОГО СЕЧЕНИЯ
1) прошивка
2) высадка
3) протяжка
4) осадка
21. ДЕФОРМАЦИЯ ЧАСТИ ОСАЖИВАЕМОЙ ЗАГОТОВКИ ПРИ КОВКЕ
1) осадка
2) высадка
3) протяжка
4) раскатка
22. ОПЕРАЦИЯ КОВКИ, КОТОРАЯ ЗАКЛЮЧАЕТСЯ В УДЛИНЕНИИ ЗАГОТОВКИ ИЛИ ЕЕ ЧАСТИ ЗА СЧЕТ УМЕНЬШЕНИЯ ПЛОЩАДИ ПОПЕРЕЧНОГО СЕЧЕНИЯ
1) осадка
2) протяжка
3) разгонка
4) раскатка
23. ОПЕРАЦИЯ КОВКИ, КОТОРАЯ ЗАКЛЮЧАЕТСЯ В УВЕЛИЧЕНИЯ ШИРИНЫ ЧАСТИ ЗАГОТОВКИ ЗА СЧЕТ УМЕНЬШЕНИЯ ЕЕ ТОЛЩИНЫ
1) разгонка
2) протяжка
3) высадка
4) осадка
24. ПРОЦЕСС ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ МЕТАЛЛА ПРИ ПРОПУСКАНИИ ЕГО МЕЖДУ ВРАЩАЮЩИМИСЯ ВАЛКАМИ НАЗЫВАЕТСЯ …
1) прессованием
2) волочением
3) прокаткой
4) ковкой
25. ПРИ ПРОКАТКЕ ЗАЗОР МЕЖДУ ВАЛКАМИ
1) равен высоте прокатываемой заготовки
2) меньше высоты прокатываемой заготовки
3) больше высоты прокатываемой заготовки
4) не имеет значение
26. ПРОКАТКА ДЕЛИТСЯ НА СЛЕДУЮЩИЕ ОСНОВНЫЕ ВИДЫ:
1) продольная, поперечная, продольно-винтовая
2) продольная, поперечная, поперечно-винтовая
3) продольно-поперечная, поперечная, поперечно-винтовая
4) продольная, поперечная, винтовая
27. ОСНОВНОЙ ПРОДУКЦИЕЙ ПРОКАТНОГО ПРОИЗВОДСТВА ЯВЛЯЕТСЯ
1) поковки
2) прокат
3) отливки
4) проволока
28. ПРОКАТКУ ОСУЩЕСТВЛЯЮТ НА
1) весу
2) прессах и молотах
3) прокатных станах
4) волочильных станах
29. ПРОКАТНЫЙ СТАН СОСТОИТ ИЗ …
1) валков и привода
2) рабочих клетей и привода
3) станины и привода
4) волок и привода
30. ОСНОВНОЙ ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ ПРИ ПРОКАТКЕ
1) валки
2) волоки
3) матрица
4) молот
31. СПОСОБ ПРОКАТКИ ДЛЯ ПОЛУЧЕНИЯ СОРТОВОГО ПРОКАТА
1) продольная
2) поперечная
3) поперечно-винтовая
4) продольно-винтовая
32. СПОСОБ ПРОКАТКИ ДЛЯ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА
1) продольная
2) поперечная
3) поперечно-винтовая
4) продольно-винтовая
33. СПОСОБ ПРОКАТКИ ДЛЯ ПОЛУЧЕНИЯ СПЕЦИАЛЬНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ
1) продольная
2) поперечная
3) поперечно-винтовая
4) продольно-винтовая
34. СПОСОБ ПРОКАТКИ ДЛЯ ПОЛУЧЕНИЯ ПУСТОТЕЛЫХ ТРУБНЫХ ЗАГОТОВОК
1) продольная
2) поперечная
3) поперечно-винтовая
4) продольно-винтовая
35. ПРОТЯГИВАНИЕ ЧАЩЕ ВСЕГО В ХОЛОДНОМ СОСТОЯНИИ ПРОКАТНЫХ И ПРЕССОВАННЫХ ЗАГОТОВОК ЧЕРЕЗ СУЖАЮЩЕЕ ОТВЕРСТИЕ В МАТЕРИАЦЕ НАЗЫВАЕТСЯ …
1) прессованием
2) волочением
3) прокаткой
4) ковкой
36. ОСНОВНОЙ ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ ПРИ ВОЛОЧЕНИИ
1) валки
2) волока
3) матрица
4) молот
37. СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ ПРИ ПОЛУЧЕНИИ ПРОВОЛОКИ
1) прессование
2) штамповка
3) волочение
4) ковка
38. ВОЛОЧЕНИЕ ОСУЩЕСТВЛЯЮТ НА …
1) прокатных станах
2) прессах
3) волочильных станах
4) молотах
39. ОСОБЕННОСТЬЮ ЗАКРЫТОГО ШТАМПА ЯВЛЯЕТСЯ
1) наличие облойной канавки
2) отсутствие облойной канавки
3) отсутствие плоскости разъема
4) материал, из которого изготовлен
40. ОСОБЕННОСТЬЮ ОТКРЫТОГО ШТАМПА ЯВЛЯЕТСЯ
1) наличие облойной канавки
2) отсутствие облойной канавки
3) отсутствие плоскости разъема
4) материал, из которого изготовлен
41. ШТАМПОВКУ ОСУЩЕСТВЛЯЮТ НА …
1) прокатных станах
2) прессах и молотах
3) волочильных станах
4) наковальне
42. ОСНОВНОЙ ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ ПРИ ШТАМПОВКЕ
1) штамп
2) волока
3) матрица
4) молот
43. КАКИЕ ДВЕ РАЗНОВИДНОСТИ ШТАМПОВКИ СУЩЕСТВУЮТ
1) объемная и поперечная
2) листовая и объемная
3) листовая и продольная
4) на молотах и станах
44. ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ ЛИСТОВОЙ ШТАМПОВКИ ДЕЛЯТСЯ НА ДВЕ ГРУППЫ:
1) разделительные и формообразующие
2) разделительные и отрезные
3) формоизменяющие и разделительные
4) отрезные и протяжные
45. НЕДОСТАТОК ЗАКРЫТЫХ ШТАМПОВ
1) повышенный расход металла
2) необходимы расходы на обрезку облоя
3) необходимо точное соблюдение размеров заготовки
4) недостатков нет
46. ПРОЦЕСС ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ МЕТАЛЛА В ЗАМКНУТОМ ОБЪЕМЕ КОНТЕЙНЕРА ПУТЕМ ВЫДАВЛИВАНИЯ МЕТАЛЛА ЧЕРЕЗ ОТВЕРСТИЕ В МАТРИЦЕ НАЗЫВАЕТСЯ
1) ковкой
2) выдавливанием
3) волочением
4) прессованием
47. РАБОЧИЙ ИНСТРУМЕНТ ПРИ ПРЕССОВАНИИ
1) штамп
2) матрица
3) валки
4) прессовка
48. ОСОБЕННОСТЬ ОБРАТНОГО ПРЕССОВАНИЯ
1) затрачивается меньшее усилие на деформацию
2) получается больший пресс-остаток
3) сохраняется структура литого металла
4) затрачивается большее усилие на деформацию
49. ОСОБЕННОСТЬ ПРЯМОГО ПРЕССОВАНИЯ
1) затрачивается большее усилие на деформацию
2) затрачивается меньшее усилие на деформацию
3) получается меньший пресс-остаток
4) сохраняется структура литого металла
50. ИСХОДНОЙ ЗАГОТОВКОЙ ПРИ ПРЕССОВАНИИ ЯВЛЯЕТСЯ
1) слиток или круглый прокат
2) поковка
3) отливка
4) сортовой прокат
51. НЕДОСТАТКОМ МЕТОДА ПРЕССОВАНИЯ ЯВЛЯЕТСЯ
1) возможность получать полые и сплошные профили
2) высокая точность размеров
3) простота переналадки прессового оборудования
4) наличие пресс-остатка
52. ДЛЯ УСТРАНЕНИЯ НАКЛЕПА ПОСЛЕ ХОЛОДНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ИЗДЕЛИЯ ПОДВЕРГАЮТ
1) низкому отпуску
2) рекристаллизационному отжигу
3) нормализации
4) закалке
СВАРОЧНОЕ ПРОИЗВОДСТВО
1. КАКИЕ ИЗ ПРИВЕДЕННЫХ СПОСОБОВ СВАРКИ ОТНОСЯТСЯ К СВАРКЕ ПЛАВЛЕНИЕМ
1) газовая
2) сварка трением
3) стыковая
4) контактная точечная
2. КАКИЕ ИЗ ПРИВЕДЕННЫХ СПОСОБОВ СВАРКИ ОТНОСЯТСЯ К СВАРКЕ ПЛАВЛЕНИЕМ
1) лазерная
2) сварка трением
3) точечная
4) ультразвуковая
3. КАКИЕ ИЗ ПРИВЕДЕННЫХ СПОСОБОВ СВАРКИ ОТНОСЯТСЯ К СВАРКЕ ПЛАВЛЕНИЕМ
1) электронно-лучевая
2) сварка трением
3) шовная
4) холодная
4. КАКИЕ ИЗ ПРИВЕДЕННЫХ СПОСОБОВ СВАРКИ ОТНОСЯТСЯ К СВАРКЕ ДАВЛЕНИЕМ
1) газовая
2) сварка трением
3) сварка в углекислом газе
4) лазерная
5. КАКИЕ ИЗ ПРИВЕДЕННЫХ СПОСОБОВ СВАРКИ ОТНОСЯТСЯ К СВАРКЕ ДАВЛЕНИЕМ
1) газовая
2) точечная
3) под слоем флюса
4) электрошлаковая
6. НА КАКИЕ ТРИ КЛАССА В ЗАВИСИМОСТИ ОТ ВИДА ЭНЕРГИИ ДЕЛЯТ СВАРКУ
1) термический, термомеханический, механический
2) механо-термический, термический, механический
3) термический, электрический, механический
4) термический, ультразвуковой, механический
7. К КАКОМУ КЛАССУ ОТНОСЯТ ЛАЗЕРНУЮ СВАРКУ
1) термомеханическому
2) механическому
3) термическому
4) электрическому
8. К КАКОМУ КЛАССУ ОТНОСЯТ ЭЛЕКТРОШЛАКОВУЮ СВАРКУ
1) механическому
2) термическому
3) термомеханическому
4) электрическому
9. К КАКОМУ КЛАССУ ОТНОСЯТ ЭЛЕКТРОННО-ЛУЧЕВУЮ СВАРКУ
1) механическому
2) термическому
3) термомеханическому
4) электрическому
10. К КАКОМУ КЛАССУ ОТНОСЯТ УЛЬТРАЗВУКОВУЮ СВАРКУ
1) механическому
2) термическому
3) термомеханическому
4) электрическому
11. К КАКОМУ КЛАССУ ОТНОСЯТ СВАРКУ ТРЕНИЕМ
1) механическому
2) термическому
3) термомеханическому
4) электрическому
12. К КАКОМУ КЛАССУ ОТНОСЯТ КОНТАКТНУЮ СВАРКУ
1) механическому
2) термическому
3) термомеханическому
4) электрическому
13. МЕХАНИЗИРОВАННАЯ СВАРКА — ЭТО ...
1) сварка, выполняемая человеком с помощью инструмента, получающего энергию от специального источника
2) сварка, выполняемая с применением машин и механизмов, управляемых человеком
3) сварка, выполняемая машиной, действующей по заданной программе, без непосредственного участия человека
14. АВТОМАТИЧЕСКАЯ СВАРКА — ЭТО ...
1) сварка, выполняемая человеком с помощью инструмента, получающего энергию от специального источника
2) сварка, выполняемая с применением машин и механизмов, управляемых человеком
3) сварка, выполняемая машиной, действующей по заданной программе, без непосредственного участия человека
15. РУЧНАЯ СВАРКА — ЭТО ...
1) сварка, выполняемая человеком с помощью инструмента, получающего энергию от специального источника
2) сварка, выполняемая с применением машин и механизмов, управляемых человеком
3) сварка, выполняемая машиной, действующей по заданной программе, без непосредственного участия человека
16. НА РИСУНКЕ 1 ИЗОБРАЖЕНО
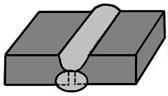
Рисунок 1.
1) тавровое соединение
2) угловое соединение
3) стыковое соединение
4) нахлесточное соединение
17. НА РИСУНКЕ 2 ИЗОБРАЖЕНО

Рисунок 2.
1) тавровое соединение
2) угловое соединение
3) стыковое соединение
4) нахлесточное соединение
18. НА РИСУНКЕ 3 ИЗОБРАЖЕНО

Рисунок 3.
1) тавровое соединение
2) угловое соединение
3) стыковое соединение
4) нахлесточное соединение
19. НА РИСУНКЕ 4 ИЗОБРАЖЕНО

Рисунок 4.
1) тавровое соединение
2) угловое соединение
3) стыковое соединение
4) нахлесточное
20. НА РИСУНКЕ 5 ИЗОБРАЖЕНО

Рисунок 5.
1) тавровое соединение
2) торцовое соединение
3) стыковое соединение
4) нахлесточное соединение
21. ПО ПРОСТРАНСТВЕННОМУ ПОЛОЖЕНИЮ СВАРНЫЕ ШВЫ БЫВАЮТ
1) нижние, горизонтальные, вертикальные, потолочные
2) нижние, горизонтальные, вертикальные, верхние
3) угловые, горизонтальные, вертикальные, потолочные
22. ЧТО НЕ ОТНОСИТСЯ К СВАРОЧНЫМ МАТЕРИАЛАМ
1) флюс
2) электрод
3) сварочный трансформатор
4) проволока сварочная
23. КРИТЕРИЙ, ПО КОТОРОМУ ОТЛИЧАЮТСЯ ДРУГ ОТ ДРУГА СВАРОЧНЫЕ ПРОВОЛОКИ МАРОК Св-08, Св-08А
1) содержание вредных примесей серы (S) и фосфора (Р)
2) содержание углерода
3) содержание легирующих элементов
4) диаметр проволоки
24. ЦИФРЫ В МАРКЕ СВАРОЧНОЙ ПРОВОЛОКИ Св-12 УКАЗЫВАЮТ
1) содержание углерода в проволоке
2) содержание углерода в шве
3) диаметр проволоки
4) порядковый номер проволоки
25. ЧИСЛО 13 В МАРКЕ СВАРОЧНОЙ ПРОВОЛОКИ Св-12Х13
1) порядковый номер
2) содержание углерода
3) диаметр проволоки
4) содержание хрома
26. ЭЛЕКТРОДЫ С РУТИЛОВЫМ ПОКРЫТИЕМ МАРКИРУЮТСЯ БУКВОЙ
1) А
2) Б
3) Р
4) Ц
27. ЭЛЕКТРОДЫ С КИСЛЫМ ПОКРЫТИЕМ МАРКИРУЮТСЯ БУКВОЙ
1) А
2) Б
3) Р
4) Ц
28. ЭЛЕКТРОДЫ С ОСНОВНЫМ ПОКРЫТИЕМ МАРКИРУЮТСЯ БУКВОЙ
1) А
2) Б
3) Р
4) Ц
29. ЭЛЕКТРОДЫ С ЦЕЛЛЮЛОЗНЫМ ПОКРЫТИЕМ МАРКИРУЮТСЯ БУКВОЙ
1) А
2) Б
3) Р
4) Ц
30. ПАРАМЕТР, ПО КОТОРОМУ ПОДБИРАЕТСЯ ТИП ЭЛЕКТРОДА
1) предел прочности стали
2) содержание углерода в стали
3) толщина свариваемого металла
4) диаметр электрода
31. БУКВА А В ОБОЗНАЧЕНИИ ТИПА ЭЛЕКТРОДА Э42А УКАЗЫВАЕТ
1) повышенную пластичность и ударную вязкость сварного шва
2) повышенное качество сварного шва
3) повышенное качество сварочной проволоки
4) содержание легирующих элементов
32. СВАВКА ПОСТОЯННЫМ ТОКОМ ДУГОЙ ПРЯМОЙ ПОЛЯРНОСТИ, КОГДА ...
1) «минус» - электрод, «плюс» - изделие
2) «минус» - изделие, «плюс» - электрод
3) полярность постоянно меняется
4) «минус» - электрод, «минус» - изделие
33. СВАВКА ПОСТОЯННЫМ ТОКОМ ДУГОЙ ОБРАТНОЙ ПОЛЯРНОСТИ, КОГДА ...
1) «минус» - электрод, «плюс» - изделие
2) «минус» - изделие, «плюс» - электрод
3) полярность постоянно меняется
4) «минус» - электрод, «минус» - изделие
34. СВАРКА ПО МЕТОДУ СЛАВЯНОВА, КОГДА ....
1) сварка ведется плавящимся электродом
2) сварка ведется неплавящимся электродом
3) сварка с использованием термитных смесей
4) сварка в среде углекислого газа
35. СВАРКА ПО МЕТОДУ БЕНАРДОСА, КОГДА ....
1) сварка ведется плавящимся электродом
2) сварка ведется неплавящимся электродом
3) сварка с использованием ультразвука
4) сварка трением
36. ОБЛАСТЬ ЭЛЕКТРИЧЕСКОЙ ДУГИ С НАИБОЛЬШЕЙ ТЕМПЕРАТУРОЙ
1) анодная
2) столб дуги
3) катодная
4) температура одинакова по длине дуги
37. ТЕМПЕРАТУРА ЭЛЕКТРИЧЕСКОЙ ДУГИ ПРИ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКЕ
1) 6000-8000 ºС
2) 2000-4000 ºС
3) 10000-20000 ºС
4) до 1000 ºС
38. В УСТАНОВИВШЕЙСЯ СВАРОЧНОЙ ДУГЕ РАЗЛИЧАЮТ ТРИ ЗОНЫ:
1) катодную, плавящую и столб дуги
2) катодную, анодную и столб дуги
3) столб дуги, электрическую и плавящую
4) плавящую, восстанавливающую и деформирующую
39. КРИТЕРИЙ, ПО КОТОРОМУ ВЫБИРАЕТСЯ СИЛА СВАРОЧНОГО ТОКА ПРИ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКЕ
1) диаметр и марка электрода
2) длина дуги
3) напряжение дуги
4) наличие защитной атмосферы
40. ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ С НАИБОЛЬШИМ К.П.Д.
1) трансформатор
2) преобразователь
3) инверторный источник
4) сварочный агрегат
41. ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА
1) трансформатор
2) преобразователь
3) выпрямитель
4) генератор
42. НАПРЯЖЕНИЕ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ СВАРОЧНОЙ ДУГИ
1) больше рабочего напряжения
2) равно рабочему напряжению
3) меньше рабочего напряжения
4) «плавающее»
43. ТОК КОРОТКОГО ЗАМЫКАНИЯ ИСТОЧНИКА ПИТАНИЯ СВАРОЧНОЙ ДУГИ
1) больше рабочего тока
2) равен рабочему току
3) меньше рабочего тока
4) «плавающий»
44. ДЛЯ ДУГОВОЙ СВАРКИ ПОД СЛОЕМ ФЛЮСА ИСПОЛЬЗУЮТ СЛЕДУЮЩИЕ СВАРОЧНЫЕ МАТЕРИАЛЫ
1) флюс и непокрытую сварочную проволоку
2) флюс и покрытый электрод
3) флюс и неплавящийся электрод
4) флюс и термитную смесь
45. ПРИ СВАРКЕ ПОД СЛОЕМ ФЛЮСА ХАРАКТЕРНО ...
1) глубокое проплавление основного металла
2) проплавление основного металла не наблюдается
3) плавление только электродного материала
4) ничего не наблюдается
46. ОТМЕТЬТЕ ГАЗЫ, ИСПОЛЬЗУЕМЫЕ В КАЧЕСТВЕ ЗАЩИТНЫХ ПРИ СВАРКЕ В СРЕДЕ ЗАЩИТНОГО ГАЗА
1) аргон и углекислый газ
2) ацетилен и кислород
3) природный газ
4) кислород
47. СВАРКА В СРЕДЕ УГЛЕКИСЛОГО ГАЗА ЧАЩЕ ВСЕГО ИСПОЛЬЗУЕТСЯ ДЛЯ СВАРКИ
1) алюминиевых сплавов
2) высокоуглеродистых сталей
3) высоколегированных сталей
4) малоуглеродистых и низколегированных сталей
48. ОСНОВНАЯ ОБЛАСТЬ ПРИМЕНЕНИЯ АРГОНОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
1) соединение легированных сталей или цветных металлов
2) соединение низкоуглеродистых сталей
3) соединение углеродистых сталей
4) соединение керамики
49. ПРИ СВАРКЕ В УГЛЕКИСЛОМ ГАЗЕ ИСПОЛЬЗУЮТ
1) сварочную проволоку с повышенным содержанием кремния и марганца
2) покрытый электрод
3) неплавящийся электрод
4) флюс
50. ГАЗ С НАИБОЛЬШЕЙ ТЕМПЕРАТУРОЙ СГОРАНИЯ В СРЕДЕ КИСЛОРОДА
1) ацетилен
2) природный
3) водород
4) аргон
51. ГОРЮЧИЙ ГАЗ, НАХОДЯЩИЙ НАИБОЛЬШЕЕ ПРИМЕНЕНИЕ ПРИ ГАЗОВОЙ СВАРКЕ
1) ацетилен
2) пропан
3) кислород
4)аргон
52. ТЕМПЕРАТУРА СГОРАНИИ АЦЕТИЛЕНА В СРЕДЕ КИСЛОРОДА СОСТАВЛЯЕТ
1) более 3000ºС
2) 2000-3000ºС
3) менее 2000ºС
4) до 1000ºС
53. ПРИСПОСОБЛЕНИЕ ДЛЯ СМЕШИВАНИЯ В ТРЕБУЕМОЙ ПРОПОРЦИИ КИСЛОРОДА И АЦЕТИЛЕНА
1) горелка
2) редуктор
3) вентиль
4) манометр
54. ПРИСПОСОБЛЕНИЕ ДЛЯ ПОНИЖЕНИЯ ДАВЛЕНИЯ ГАЗА, ПОСТУПАЮЩЕГО ИЗ БАЛЛОНА
1) редуктор
2) вентиль
3) манометр
4) горелка
55. ПЛАМЯ С СООТНОШЕНИЕМ ОБЪЁМОВ КИСЛОРОДА И АЦЕТИЛЕНА МЕНЕЕ 1,1
1) нормальное
2) окислительное
3) науглероживающее
4) объемное
56. ПЛАМЯ С СООТНОШЕНИЕМ ОБЪЕМОВ КИСЛОРОДА И АЦЕТИЛЕНА РАВНОЕ 1,1-1,3
1) нормальное
2) окислительное
3) науглероживающее
4) объемное
57. ПЛАМЯ С СООТНОШЕНИЕМ ОБЪЕМОВ КИСЛОРОДА И АЦЕТИЛЕНА БОЛЕЕ 1,3
1) нормальное
2) окислительное
3) науглероживающее
4) объемное
58. ДЛЯ СВАРКИ ЛАТУНЕЙ ПРИМЕНЯЮТ
1) нормальное пламя
2) окислительное пламя
3) науглероживающее пламя
4) объемное пламя
59. ДЛЯ СВАРКИ МАЛОУГЛЕРОДИСТЫХ СТАЛЕЙ ПРИМЕНЯЮТ
1) нормальное пламя
2) окислительное пламя
3) науглероживающее пламя
4) объемное пламя
60. ДЛЯ СВАРКИ ЧУГУНА ПРИМЕНЯЮТ
1) нормальное пламя
2) окислительное пламя
3) науглероживающее пламя
4) объемное пламя
61. ЗОНА АЦЕТИЛЕНО-КИСЛОРОДНОГО ПЛАМЕНИ С НАИБОЛЬШЕЙ ТЕМПЕРАТУРОЙ
1) ядро
2) факел
3) восстановительная (средняя) зона
4) температура одинакова по длине пламени
62. ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ ПЛАВЛЕНИЕ СОЕДИНЯЕМЫХ ЗАГОТОВОК ПРОИСХОДИТ
1) за счет кинетической энергии электронов
2) за счет кинетической энергии нейтронов
3) за счет кинетической энергии протонов
4) за счет электрической дуги
63. ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА ВЕДЕТСЯ
1) в вакууме
2) в защитном газе
3) в кислороде
4) в аргоне
64. ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ …
1) характерны незначительная ширина шва и малая зона термического влияния
2) характерны значительная ширина шва и большая зона термического влияния
3) характерны значительная ширина шва и малая зона термического влияния
65. НАИБОЛЬШЕЕ ПРИМЕНЕНИЕ ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА ПОЛУЧИЛА ПРИ СВАРКЕ ДЕТАЛЕЙ
1) из низкоуглеродистых сталей
2) из тугоплавких и цветных металлов
3) из углеродистых сталей
4) из алюминиевых сплавов
66. ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ И СВАРКИ ПРИМЕНЯЮТ ЛАЗЕРЫ
1) стеклянные
2) кристаллическо-рубиновые
3) полупроводниковые
4) проводниковые
67. ПРИ ЛАЗЕРНОЙ СВАРКЕ ИСТОЧНИКОМ ТЕПЛОВОЙ ЭНЕРГИИ ЯВЛЯЕТСЯ
1) мощный импульс электронов
2) мощный сконцентрированный световой луч
3) мощный газовый разряд
4) электрическая дуга
68. ПРИ ЭЛЕКТРОШЛАКОВОЙ СВАРКЕ ТЕПЛО ВЫДЕЛЯЕТСЯ ПРИ ПРОХОЖДЕНИИ ЭЛЕКТРИЧЕСКОГО ТОКА ЧЕРЕЗ
1) основной металл
2) твердый флюс
3) шлаковую ванну
4) защитный газ
69. ЭЛЕКТРОШЛАКОВАЯ СВАРКА ИСПОЛЬЗУЕТСЯ ДЛЯ СВАРКИ
1) тонких листов
2) толстых листов
3) нахлесточных соединений
4) тавровых соединений
70. УЛЬТРАЗВУКОВОЙ СВАРКОЙ СОЕДИНЯЮТ ДЕТАЛИ ТОЛЩИНОЙ
1) 10-20 мм
2) 0,001-1 мм
3) 50- 100 мм
4) более 100 мм
71. НАИБОЛЕЕ ШИРОКОЕ ПРИМЕНЕНИЕ УЛЬТРАЗВУКОВАЯ СВАРКА НАШЛА ПРИ СВАРКЕ
1) сталей
2) разнородных металлов и полимеров
3) чугунов
4) цветных металлов
72. СВАРКОЙ ТРЕНИЕМ ПОЛУЧАЮТ
1) нахлесточные соединения
2) стыковые соединения
3) угловые соединения
4) тавровые соединения
73. ТОЛЩИНА КАЖДОЙ ИЗ ЗАГОТОВОК ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ
1) не более 2-3 мм
2) до 35 мм
3) любая
4) 35-100 мм
74. СПОСОБ КОНТАКТНОЙ СВАРКИ, ОБЕСПЕЧИВАЮЩИЙ ПОЛУЧЕНИЕ НЕПРЕРЫВНОГО ПРОЧНО-ПЛОТНОГО И ГЕРМЕТИЧНОГО ШВА
1) стыковая
2) роликовая
3) точечная
4) рельефная
75. СПОСОБ НАГРЕВА МЕТАЛЛА ПРИ КОНТАКТНОЙ СВАРКЕ
1) горение электрической дуги
2) горение ацетилена в струе кислорода
3) прохождение электрического тока через место контакта
4) лазерным лучем
76. ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ ПРИМЕНЯЮТСЯ
1) стальные электроды
2) медные электроды
3) угольные электроды
4) горючие газы
77. ПРИ ПАЙКЕ МЕТАЛЛОВ КРОМКИ СОЕДИНЯЕМЫХ ЗАГОТОВОК
1) плавятся
2) не плавятся
3) пластически деформируются
4) разрываются