
Категории:
АстрономияБиология
География
Другие языки
Интернет
Информатика
История
Культура
Литература
Логика
Математика
Медицина
Механика
Охрана труда
Педагогика
Политика
Право
Психология
Религия
Риторика
Социология
Спорт
Строительство
Технология
Транспорт
Физика
Философия
Финансы
Химия
Экология
Экономика
Электроника
ХАРАКТЕРИСТИКИ МАТЕРИАЛОВ ЗАГОТОВКИ
Курсовая работа по дисциплине
«Автоматизированное проектирование технологий ОМД»:
«Конечно-элементное моделирование процесса гибки в жестких штампах»
СОДЕРЖАНИЕ
Стр.
Исходные данные и перечень заданий проектирования и расчета-------------- 3
Размеры заготовки----------------------------------------------------------------------------- 4
Характеристики материала заготовки--------------------------------------------------- 5
ИСХОДНЫЕ ДАННЫЕ И РЕЗУЛЬТАТЫ ПРОЕКТИРОВАНИЯ
Исходными данными для расчета являются:
1) размеры заготовки и инструмента;
2) марка и параметры кривой деформационного упрочнения материала заготовки.
Расчет осуществлять в 2-D постановке для плоско-деформированного состояния.
В процессе проектирования необходимо сделать:
1) в геометрическом редакторе построить геометрическую модель заготовки и инструментов;
2) подготовить данные для конечно-элементного расчета:
- преобразовать параметры кривой деформационного упрочнения к виду, необходимому для задания в препроцессоре КЭ-комплекса;
- конвертировать файл геометрической модели в препроцессор КЭ-комплекса;
3) сделать расчеты процесса гибки в двух КЭ-комплексах: инженерном и научном;
4) определить угол пружинения после снятия нагрузки;
5) сравнить результаты двух компьютерных расчетов, а также результаты компьютерных расчетов и аналитических расчетов по приближенным формулам;
6) приближенную методику расчета угла пружинения также представить в пояснительной записке;
7) представить результаты (оформленные с учетом требований ГОСТ 7.32-2001) в электронном и бумажном видах.
РАЗМЕРЫ ЗАГОТОВКИ
Для всех вариантов заданий: длина заготовки 75 мм, толщина заготовки 1 мм, радиус закругления кромки матрицы 3 мм, радиус закругления кромки пуансона 2.5 мм, зазор между пуансоном и матрицей 1.1 мм, длина части заготовки, которая подвергается изгибу 11 мм (в данном варианте длина матрицы и прижима 64 мм) (рис. 1).
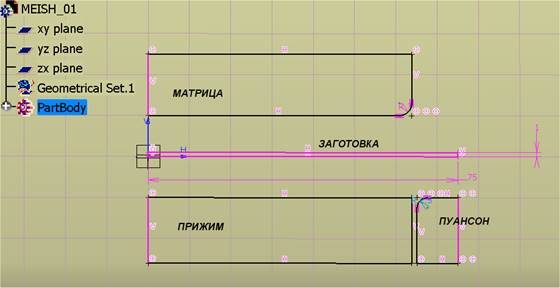
Рис. 1. Заготовка и инструмент для гибки
Для справки: угол пружинения – угол между вертикальной поверхностью матрицы и заготовкой (рис. 2).
Рис. 2. Инструмент и заготовка после снятия нагружения (отвода пуансона)
ХАРАКТЕРИСТИКИ МАТЕРИАЛОВ ЗАГОТОВКИ
Для конечно-элементных расчетов необходимо задать параметры кривой деформационного упрочнения в виде аппроксимации
 (Holloman), (1)
(Holloman), (1)
где ss – напряжение текучести; ei – интенсивность тензора логарифмических деформаций, совпадающей при одноосном растяжении с эффективной деформацией; B, m – параметры степенной аппроксимации.
В представленной ниже табл. 1 дана следующая аппроксимация кривой деформационного упрочнения[1]
 , (2)
, (2)
где ss0 – начальное напряжение текучести; eeng – инженерная или относительная деформация, связанная с интенсивностью тензора логарифмических деформаций соотношением
ei = ln(1 + eeng ). (3)
Коэффициент температурного расширения a, изобарную теплоемкость Cp и коэффициент теплопроводности l найти в справочнике «Таблицы физических величин» под редакцией И.К. Кикоина. Для теплоемкости при переводе в систему единиц СИ иметь в виду, что 1 кал = 4.1868 Дж.
Таблица 1