Токарно – винторезный станок
Предназначением является обработка металлических заготовок, нарезание резьбы включительно, в малых количествах, а также единичных экземплярах. Но существуют станки не имеющие ходового винта. Такие станки имеют возможность выполнять практически любые токарные работы за исключением нарезания резьбы резцом.
Основным параметром классификации токарно – винторезных станков является наиболее большой возможный диаметр заготовки, либо высота центров над станиной, которая равняется половине максимального возможного диаметра заготовки, а также самая большая возможная длина заготовки и масса станка.
Наибольшие диаметры обработки для токарно – винторезных станков имеют различные вариации от значения в 100мм и до 4000мм. Самая большая возможная длина в заготовке для обрабатывания на токарно - винторезном станке равняется длине расстояния между центрами станка. Значение максимальной длины не всегда зависит от значения максимального диаметра. Так же станки различаются по массе и делятся на легкие, весом до 500 кг, средние, весом до 4 т, а также крупные, весящие до 15т и тяжелые - до 400т.
В опытных и экспериментальных цехах предприятий, в приборостроении, инструментальном производстве и часовой промышленности применяются легкие станки. Такие станки могут выпускаться как без механической подачи, так и с её наличием.
70 – 80% токарных работ проводится на токарно – винторезном станке среднего размера. Такие станки используются для получистовой и чистовой обработки и для нарезания разных типов резьб. Характеризующими чертами этих станков являются: высокая жесткость, достаточная мощность и широкий диапазон частот вращения шпинделя и подач инструмента, вышеперечисленные показатели дают возможность использовать экономичные режимы с применением прогрессивных, современных инструментов, сделанных из твердых сплавов и сверхтвердых материалов, при обработке деталей и заготовок. Токарно – винторезные станки среднего типа оснащают различными видами приспособлений, которые расширяют технологические возможности станка и облегчают труд работника, так же это положительно влияет на повышение качества обработки и уровень автоматизации.
Тяжёлые и крупные станки в основном находят свое применение в энергетическом и тяжёлом машиностроении, и в других отраслях для осуществления обработки валков прокатных станов, роторов турбин, железнодорожных колесных пар и другие.
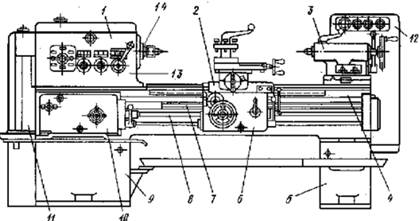
Схема 1. Сборочные единицы (узлы) и механизмы токарно – винторезного станка:
· 1- передняя бабка;
· 2- суппорт;
· 3- задняя бабка;
· 4- станина;
· 5 и 9- трубы;
· 6- фартук;
· 7- ходовой винт;
· 8- ходовой валик;
· 10- коробка передач;
· 11- гитары сменных шестерен;
· 12- электро - пусковая аппаратура;
· 13- коробка скоростей;
· 14- шпиндель.
Cтанина -служит для крепления неподвижных и перемещения по её направляющим подвижных узлов станка.
Передняя бабка -предназначена для крепления при помощи патрона обработанной заготовки и сообщения, ей вращающего движения с регулируемой частотой. На наружную резьбу рабочего конца шпинделя – пустотелого вала – навинчивают патрон, а в конусном отверстии шпинделя крепят передний центр или оправку.
Задняя бабка –служит опорой для заготовок, обрабатывающих в центрах или в кулачковом патроне, но с большим вылетом, а также для перемещения вдоль станка, закрепленного в бабке инструмента при обработке отверстий.
Суппорт – используются для крепления и перемещения резца.
Ходовой винт и ходовой вал -осуществляют передачу движения к суппорту для автоматического его перемещения.
Коробкой передач– регулируют скорость перемещения суппорта.
Задняя бабка состоит из основания, корпуса, пиноли, винта, пиноли и маховика.
Суппорт состоит из нижних салазок (каретки), поперечных салазок, верхних салазок, резцедержателя, винта поперечной подачи, лимба.
Резцы изготовляют цельными, составными или оснащенными пластинками из быстрорежущей стали или твердых сплавов. У цельных резцов головка и стержень состоят из одного материала. Головку составного резца выполняют из высококачественной инструментальной стали и приваривают к стержню из конструкционной стали обыкновенного качества.
Для выполнения простых токарных операций небольшие по размерам заготовки закрепляют в трёхкулачковом самоцентрирующемся патроне. Для этого ключ патрона вставляют в одно из гнезд, разводят и вставляют заготовку, после чего затягивают. Заготовка в патроне должна быть не менее, чем 20 – 25 мм. Выступающая из патрона часть должна составлять не более 50 – 60 мм, иначе заготовка будет изгибаться во время работы.