
Категории:
АстрономияБиология
География
Другие языки
Интернет
Информатика
История
Культура
Литература
Логика
Математика
Медицина
Механика
Охрана труда
Педагогика
Политика
Право
Психология
Религия
Риторика
Социология
Спорт
Строительство
Технология
Транспорт
Физика
Философия
Финансы
Химия
Экология
Экономика
Электроника
Принцип работы схемы смены инструмента многооперационного станка
Схема многооперационного станка с барабанным механизмом.
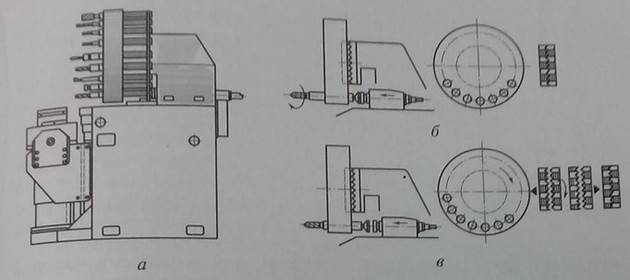
Рис. 5.16 Многооперационный станок с барабанным магазином фирмы Wissbrood:
а- общий вид; б- привод подач станка; в- смена инструмента
Принцип работы схемы многооперационного станка с барабанным механизмом.
С целью сокращения времени простоя станков, затрачиваемого на смену инструмента, в многоцелевые станки устанавливают устройства для автоматической смены инструмента.
Магазины шпиндельных гильз, являющиеся накопителями инструментальных шпинделей, расположенных параллельно друг другу- вертикально или горизонтально, подразделяют на три типа: кольцевые, барабанные и линейные. На рис. 5.16, а...в представлен многооперационный станок фирмы Wissbrood с барабанным магазином шпиндельных гильз. В магазине с горизонтальной осью вращения установлены 20 шпиндельных гильз, шпиндели которых поочередно соединяются с приводом главного движения посредством муфты, а гильзы- с приводом подач (рис. 5.16, б). Смена инструмента при повороте магазина осуществляется после отсоединения муфты шпинделя от привода и расфиксации магазина (рис. 2.16, в). После поворота магазина в положение, при котором очередной инструмент занимает рабочее положение, магазин фиксируется, а шпиндель и гильза присоединяются к соответствующим приводам.
Преимуществом устройств для автоматической смены инструмента с магазином шпиндельных гильз перед устройством с револьверными инструментальными шпиндельными головками является увеличение количества инструментов, большая жесткость шпинделя, меньшие ограничения зоны обработки, поскольку подача инструментов осуществляется перемещением гильз шпинделя.
Схема смены инструмента многооперационного станка .
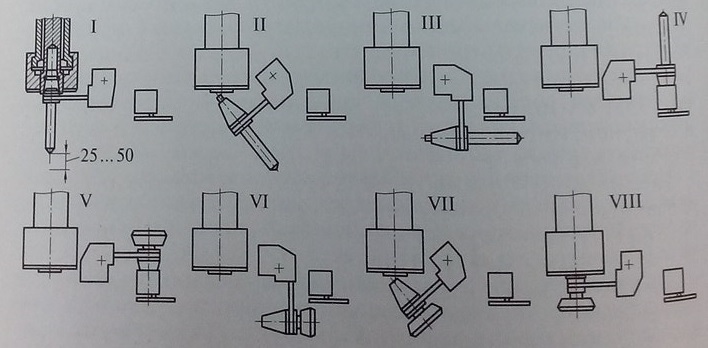
Рис. 5.18. Схема смены инструмента многооперационного станка Monarch:
I ... VIII - положения инструмента
Принцип работы схемы смены инструмента многооперационного станка.
В устройствах для автоматической смены инструмента многооперационных станков фирмы Monarch с вертикальным шпинделем и магазином барабанного типа с вертикальной осью вращения емкостью 15 инструментов или горизонтальным цепным магазином применяют однозахватные автооператоры с поворотом относительно оси , перпендикулярной оси шпинделя. Последовательность работы такого автооператора представлена на рис. 5.18. По окончании очередного перехода рычаг автооператора поворачивается к шпинделю (положение I ), захват извлекает инструмент (положение II ) , автооператор поворачивается в направлении магазина (положение III ) и устанавливает инструмент в его гнездо ( положение IV ). Затем захват клещевого типа раскрывается, освобождая инструмент. После этого магазин поворачивается, устанавливая очередной инструмент в разгрузочную позицию. Автооператор извлекает инструмент из гнезда магазина ( положение V ) , ЗАТЕМ ПОВОРАЧИВАЕТСЯ В НАПРАВЛЕНИИ ШПИНДЕЛЯ ( ПОЛОЖЕНИЕ VI и VII ) и устанавливает новый инструмент в гнездо шпинделя ( положение VIII ). Время замены инструмента составляет 5,5 с. Конструкция автооператора обеспечивает необходимость для смены инструмента лишь небольшого расстояния ( 25...50 мм ) между концом инструмента и обрабатываемой заготовки, что обусловливает увеличение жесткости шпинделя и автооператора.