Государственного образовательного учреждения высшего профессионального образования
МИНОБРНАУКИ РОССИИ
Государственное образовательное учреждение
Высшего профессионального образования
«Волгоградский государственный технический университет »
ВОЛЖСКИЙ
ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
(филиал)
Государственного образовательного учреждения высшего профессионального образования
«Волгоградский государственный технический университет»
(ВПИ (филиал) ВолгГТУ)
Кафедра ВТО
Семестровая работа
по дисциплине « ТКМ»
Вариант 1
выполнил студент группы ВТС-231: Иванов Иван Иванович
проверил к.т.н., доцент: Семёнов Сергей Всеволодович
Волжский 2011
3. Номер варианта - порядковый номер в списке группы.
4. Работа выполняется четко, ясно, с помощью чертежных принадлежностей.
5. Семестровая работа зачитывается после устранения всех ошибок.
6. Студент должен быть готов во время зачета семестровой работы дать пояснения по существу выполнения работы.
Тема семестровой работы.
«Разработка технологического процесса изготовления стальной отливки зубчатого колеса»
Литье – это способ изготовления заготовок или изделий путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки (детали). При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию называют отливкой.
В процессе кристаллизации расплавленного металла и последующего его охлаждения формируются механические и эксплуатационные свойства отливок.
Для изготовления отливок применяют множество способов литья: в песчаные формы, оболочковые формы, по выплавляемым моделям и др.
Область применения того или иного способа литья определяется объемом производства, требованиями к геометрической точности и шероховатости поверхности отливки, экономической целесообразностью и др.
Литьё в песчаные формы является универсальным и самым распространённым способом изготовления отливок. Сущность этого способа заключается в изготовлении отливок свободной заливкой расплавленного металла в разовую разъёмную литейную форму, изготовленную из формовочной смеси по многократно используемым модельным комплектам.
Наиболее распространена формовка в парных опоках по разъемной модели (рис.1, 2), которая осуществляется следующим способом:
1. На модельную плиту 1 устанавливают нижнюю половину модели 2,
модели питателей 3 и опоку, в которую засыпают формовочную смесь и уплотняют.
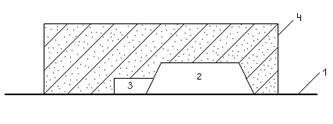
| Рис. 1. Схема формовки нижней полуформы. 1 - модельная плита; 2 - нижняя ½ модели; 3 - модель питателей; 4 - нижняя опока. |
2. Опоку переворачивают на 180о, устанавливают верхнюю половину модели 5, модели шлакоуловителя 6, стояка 7 с литниковой чашей и выпора 8. Если необходимо, то устанавливают модели прибылей.
3. По центрирующим штырям, устанавливают верхнюю опоку 9, в неё засыпают формовочную смесь и уплотняют (рис.2).
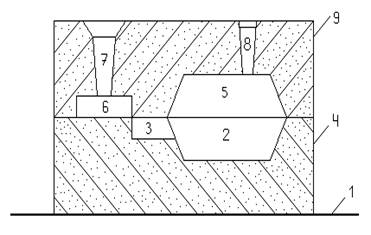
| Рис. 2. Схема литейной формы в сборе. 1 - модельная плита; 2 - нижняя ½ модели; 3 - модель питателей; 4 - нижняя опока; 5 - верхняя ½ модели; 6 - модель шлакоуловителя; 7 - модель стояка; 8 - модель выпора; 9 - верхняя опока. |
После извлечения моделей стояка и выпора форму раскрывают, удаляют модели отливки, питателей и шлакоуловителя, если есть отверстие или внутренняя полость, то устанавливают стержень, затем форму собирают, заливают расплавленный металл и после его затвердения форму разрушают и извлекают отливку. Извлечённая отливка подвергается обрубке, т.е. удалению литниковой системы, выпоров и заливов. Очистке, т.е. удалению пригара и остатков формовочной и стержневой смесей. Затем термическая обработка, если необходимо, контроль и сдача в механический цех.
Конструкция отливки должна быть технологичной. Прочность отливки и следовательно, прочность будущей детали снижают такие дефекты, как усадочные, шлаковые, газовые раковины, трещины и др. Появление дефектов обусловлено: неправильным подводом металла или неудачной конфигурацией формы отливки. При изготовлении отливки из стали требуется установка прибылей для предотвращения появления усадочных раковин. Стенки отливки должны иметь формовочные уклоны.
Отливку следует располагать по возможности в одной полуформе. Обрабатываемые поверхности необходимо размещать в нижних или боковых частях формы. Подводить металл для протяжённых отливок надо в направлении длинной оси, а при наличии рёбер – против рёбер. Для направленной кристаллизации – в массивную часть.
Размеры опок выбирают в зависимости от расстояния между моделью и стенкой опоки табл.1.
Таблица 1
| Характер отливок | Размеры, мм | ||
| а | б | в | |
| Мелкие Средние Крупные |
Примечание. Размеры а, б, в – расстояние между моделью и стенкой опоки, между моделью и верхом опоки, между моделью и низом опоки соответственно.
Припуски для нижних и боковых обрабатываемых поверхностей выбираются по нижнему пределу, а для верхних по верхнему пределу. Величины припусков на механическую обработку приведены в табл. 2.
Таблица 2
| Наибольший размер отливки (длина или высота), мм | Припуск, мм | |||||||
| Массовое производство | Серийное производство | Единичное производство | ||||||
| Простые отливки | Сложные отливки | Простые отливки | Сложные отливки | Простые отливки | Сложные отливки | |||
| Отливки из стали | ||||||||
| До 200 | ||||||||
| 201…1200 | 3-6 | 4-9 | 4-9 | 7-12 | 7-12 | 10-15 | ||
| 1201…2600 | 7-9 | 10-12 | 10-12 | 13-15 | 13-15 | 16-18 | ||
Для облегчения извлечения модели из литейной формы предусматривают на её стенках формовочные уклоны (рис.3).

а б в
Рис. 3. Формовочные уклоны
а - для обрабатываемой поверхности;
б - для необрабатываемой поверхности;
в - для неответственных отливок.
Нижнее значение величины уклонов выбирают для наружных поверхностей, а верхнее – для внутренних. Величины формовочных уклонов вертикальных поверхностей моделей приведены в табл. 3.
Таблица 3
| Высота модели Н, мм | Уклоны | |||
| Деревянные модели | Металлические модели | |||
| а, мм | , град. | а, мм | , град. | |
| До 20 | 1,0 | 3º | 0,5-1,0 | 1º30'-3º |
| 20-50 | 1,0-2,0 | 1º30'-2º45' | 0,8-1,2 | 1º-2º |
| 50-100 | 1,5-2,5 | 1º-2º30' | 1,0-1,5 | 0º45'-1º |
| 100-200 | 2,0-3,0 | 0º45'-2º | 1,5-2,0 | 0º30'-0º45' |
| 200-300 | 2,5-4,0 | 0º30'-1º15' | 2,0-3,0 | 0º30'-0º45' |
Радиусы галтелей в зависимости от толщины сопрягаемых стенок «а» и «b», приведены в табл. 4.
Таблица 4
| (а + b)/2,мм | R,мм | (а + b)/2,мм | R,мм | |
| До 12 | 60-80 | |||
| 12-16 | 80-110 | |||
| 16-20 | 110-150 | |||
| 20-27 | 150-200 | |||
| 27-35 | 200-250 | |||
| 35-45 | 250-00 | |||
| 45-60 | Свыше 300 |
. Размеры стержневых знаков в зависимости от его высоты приведены в табл.5.
Таблица 5
| Наибольший размер знака в поперечном сечении, мм | Высота знака в зависимости от высоты стержня, мм | |||
| До 50 | 50-150 | 150-300 | 300-500 | |
| До 25 | - | |||
| 25-50 | ||||
| 50-100 | ||||
| 100-200 | ||||
| 200-300 | - | |||
| 300-400 | - | - |
Расчет литниковой системы
Для расчёта литниковой системы необходимо:
1 - определить суммарное сечение питателей по формуле: Fп = Q/ t*k*L;
где Fп - суммарное поперечное сечение площади питателей, см2;
Q —масса жидкого металла, кг;
t - продолжительность заливки, сек;
k - удельная скорость заливки, кг/(см2 * сек);
L - коэффициент жидкотекучести для стали равен 0,8.
2 - определить суммарное сечение шлакоуловителя и стояка по соотношению
Fп : Fшл : Fст = 1 : 1,1 : 1,2;
3 - определить вес отливки на основании чертежа;
4 - определить удельную скорость заливки k по табл. 6;
5 - определить относительную плотность отливки по отношению: Q/V;
где V —объем отливки, дм3.
Таблица 6
| Сплав | Значения удельной скорости заливки k при относительной плотности отливки Q/V кг/дм3 | ||||||
| До 1 | 1-2 | 2-3 | 3-4 | 4-5 | 5-6 | Св. 6 | |
| Сталь | 0,60 | 0,65 | 0,70 | 0,75 | 0,80 | 0,90 | 0,95 |
Примечание. Значения k при заливки а сухие формы надо увеличить в 1,5 раза
6 - определить продолжительность заливки t по формуле: t= S Q сек;
где S -коэффициент, зависящий от толщины стенки отливки (табл.7.)
Таблица 7
| Средняя толщина стенки,мм | До 10 | 11-20 | 21-40 | Св. 40 |
| Поправочный коэффициент S | 1,0 | 1,3 | 1,5 | 1,7 |
7 - определить размер прибылей:
-диаметр прибыли в 1,3 раза больше толщины стенки отливки;
-высота прибыли в 1,5 раза больше ее диаметра;
-протяженность прибылей составляет 30—40% от протяженности отливки;
-на долю прибылей приходится 30-50% веса жидкого металла, залитого в форму.
ИСПОЛЬЗУЕМАЯ ЛИТЕРАТУРА
1.Дальский А. М. и др. Технология конструкционных материалов. – М.: Машиностроение, 2005. 592c.
2. Рожнецкий И. А., Колесниченко А. Г., Иванов В. Т. Практические и лабораторные работы по литейному производству. – Киев: «Вища школа»,1973. 82с.
Пример выполнения семестровой работы.
Изготовление отливки производится формовкой в парных опоках. В нижней полуформе будет находиться отливка, а в верхней прибыли. Эскизы детали, отливки и модели с прибылями приведены на рис.1.

Рис. 1. Эскизы детали (а); отливки (б), модели с прибылями (в)
Для разработки технологического процесса необходимо:
1 - определить размеры опок 950 х 950мм и их высоту – верхней опоки 200мм, а нижней – 300мм;
2 - выбрать припуски на механическую обработку. По наружному диаметру припуск составит 4 * 2 = 8мм, а по внутреннему 4 * 2 = 8мм. На верхней и нижней горизонтальной поверхностях припуски будут по 4мм;
3 - определить размеры вертикальных стержневых знаков. Высота знака составит 40мм. Уклон знаков примем 100, а формовочные уклоны будут равны 10;
4 - определить размеры прибылей. Диаметр прибыли для обода будет в 1,3 раза больше его самого: 104 * 1,3 = 135мм. Высота прибылей в 1,5 раза больше их диаметра: 135 * 1,5 = 212мм. Принимаем высоту прибылей 200мм, т.к. высота опоки составляет 200мм;
5 - подсчитать количество прибылей, устанавливаемых на ступице и ободе. Длина средней окружности обода равна 2210мм. Протяженность прибылей составляет 40% от протяженности отливки, т.е. 884мм. Поэтому количество прибылей на ободе равно 6. На ступице надо установить 2 прибыли;
6 – рассчитать литниковую систему:
- объем отливки: Vотл = (R2 - r2 * Н = 93029 см3;
- объем прибылей обода: Vоб= r21 * Н * 6 = 16914 см3;
- объем прибылей ступицы: Vст = r2 2 * Н * 2 = 3396 см3;
- общий объём жидкого металла: Vобщ = Vотл + Vоб + Vст = 115602 см3;
- масса отливки с прибылями: Q = 115602 * 7,7 = 890 кг;
- габаритный объема отливки:V = * 4,22 * 3,88 = 215 дм3;
- относительная плотность: Q/V = 890 : 215 = 4, 1 кг/дм3;
- удельная скорость заливки в сухую форму (табл. 6.) k= 0,80 * 1,5 = 1,2;
- продолжительность заливки (табл.7): t = S * Q = 51сек;
- суммарная площадь поперечного сечения питателей:
Fп = Q / t * k * L = 18 см2;
- металл в полость формы подводится через три питателя позиция 1 (рис.3), следовательно, сечение каждого питателя будет равно 6 см2;
- площадь поперечного сечения шлакоуловителя:Fшл= 18 * 1,1 = 19,8 см ;
- площадь поперечного сечения стояка:Fст= 18 * 1,2 = 21,6 см2;
- диаметра стояка: dст = 4 * Fст / 3,14 = 5,2 см.
Собранная форма в разрезе показана на рис.2.

Рис. 2. Собранная форма в разрезе
1 – питатели; 2 – шлакоуловитель; 3 – стояк.
Исходные данные для выполнения семестровой работы.
Эскиз зубчатого колеса приведён на рис.1. Варианты заданий приведены в табл.1.
    |
Рис.1. Эскиз зубчатого колеса
Таблица 1
| Таблица. 1 № | D мм | D1 мм | D2 мм | D3 мм | Н мм |