СИСТЕМА ОБОЗНАЧЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
2.1. Для комплектов документации на изделие, комплектов документов на процессы и отдельных видов документов устанавливают следующую структуру и длину кодового обозначения:

2.1.1. Для кодового обозначения документации следует применять арабские цифры от 0 до 9.
2.1.2. После кода организации-разработчика и кода характеристики документации следует проставлять точку.
2.1.3. Порядковые регистрационные номера должны состоять из пяти цифр от 00001 до 99999. Номера присваивают в пределах кода характеристики документации и кода организации-разработчика.
2.2. В целях сокращения записи информации по обозначению документации, не подлежащей обработке средствами вычислительной техники, передаче на другое предприятие или на микрофильмирование, допускается не проставлять код организации-разработчика.
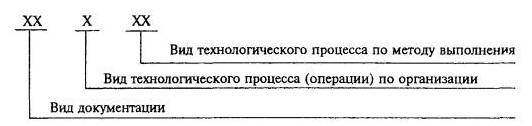
2.3. Устанавливают следующие основные признаки характеристики документации:
- вид документации;
- вид технологического процесса по организации;
- вид технологического процесса по методу выполнения.
2.4. Устанавливают следующую структуру и длину кода характеристики документации:
2.5. При необходимости указания вида технологического метода в структуру обозначения характеристики документации допускается вводить дополнительный признак с увеличением длины кодового обозначения на два знака:

2.6. Код характеристики документации присваивает разработчик документации по табл. Код вида технологического метода следует проставлять по Общесоюзному классификатору технологических операций машиностроения и приборостроения (ОКТО).
2.6.1. Вид технологического процесса по методу выполнения соответствует первой ступени классификации по ОКТО
2.6.2. Вид технологического метода соответствует второй ступени классификации по ОКТО.
2.7. В кодовом обозначении документации, предназначенной на ремонт изделий или их составных частей, после регистрационного номера допускается проставлять прописную букву «Р»
Нормоконтроль технологической документации ГОСТ 3.1116-79
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Нормоконтролю подлежит технологическая документация на изделия основного и вспомогательного производства на всех стадиях разработки.
1.2. Основная цель нормоконтроля технологической документации - повышение уровня типизации технологических процессов, унификации технологических документов, оборудования и оснастки, сокращение сроков подготовки производства, снижение себестоимости и улучшение качества выпускаемой продукции.
1.3. Основные задачи проведения нормоконтроля:
- соблюдение в разрабатываемых документах норм и требований, установленных в стандартах и других НТД;
- правильность оформления документов в соответствии с требованиями действующих систем стандартов;
- достижение в разрабатываемых технологических процессах высокого уровня типизации на основе широкого использования ранее разработанных и освоенных в производстве типовых и групповых технологических (операций);
- рациональное использование установленных ограничительных номенклатур оборудования, оснастки, материалов, профилей и размеров проката.
1.4. Технологическая документация без подписи лица, ответственного за нормоконтроль, приему в отдел технической документации, размножению и использованию для подготовки производства не подлежит.
2. СОДЕРЖАНИЕ РАБОТ ПО ПРОВЕДЕНИЮ НОРМОКОНТРОЛЯ
2.1. В зависимости от вида документов содержание работ по проведению нормоконтроля состоит из части из следующего:
- Комплектность документов
- Обозначение, присвоенное документу
- Соответствие форм документов требованиям стандартов ЕСТД
- Выполнение основной надписи и правильность ее заполнения
- Оформление титульного листа
- Наличие на документах необходимых обязательных подписей, фамилий и дат
- Соответствие информации, вносимой в документы из конструкторской документации
- Правильность нумерации листов документов
- Соответствие изложения технологического процесса степени детализации описания технологического процесса
- Наличие и правильность ссылок на действующие НТД
- Соответствие стадий разработки документов
- Соответствие записи наименований технологических операций и записи переходов установленным стандартами ЕСТД, терминологическими стандартами и другими НТД
- Правильность нумерации технологических операций
- Возможность замены единичного технологического процесса типовым
- Соблюдение ограничительной НТД на оборудование, оснастку, материалы, профили и размеры проката
- Правильность оформления следующих документов: содержащих текст, разбитый на графы; содержащих сплошной текст; графических; направляемых для обработки, содержащейся в них информации с применением средств вычислительной техники; разработанных в системе автоматизированного проектирования.
- Соблюдение требований действующих стандартов и других НТД
- Правильность записи принятых единиц измерений
- Правильность применения допускаемых сокращений отдельных слов и словосочетаний
- Соответствие записи информации примерам заполнения соответствующих документов, действующих на предприятии или в организации
- Правильность записи наименований и марок материалов, наименований заготовок, оборудования и оснастки
- Наличие записи в документах требований безопасности труда и (или) ссылок на действующие на предприятии или в организации соответствующие инструкции по охране труда
- Логичность и грамотность изложения
- Оформление эскизов, схем и таблиц в соответствии с требованиями стандартов ЕСКД
- Правильность заполнения граф, обведенных двойной утолщенной линией
ЕСТПП
Госты:
14.004-83 ТПП. Термины и определения основных понятий.
14.201-83 ТПП. Обеспечение технологичности конструкций изделий. Общие требования.
14.205-83 ТПП. Технологичность конструкций изделий. Термины и определения.
14.206-73 Технологический контроль КД.
14.322-83 Нормирование расходов материалов. Основные положения.
Нормативные документы.
Новая система: Технические регламенты>ГОСТы>СТО (стандарты организаций)>СТО(ТУ)
Старая система: ГОСТы > Правила, СНиПы > ОСТы, РД > СТП (стандарты предприятия), ТУ
Надо обеспечивать безопасность жизни и здоровья людей, животных, растений, безопасность окружающей среды, имущества.
Во всех РД есть запись, что материалы применять по согласования с Ростехнадзором.
Требования к сварщикам, технологический регламент проведения аттестации специалистов.
Аттестованная технология сварки — конкретная технология сварки, которая прошла приемку в данной производственной организации в соответствии с требованиями операционно-технологической карты и технологической инструкции по сварке, что подтверждается актом аттестации.
Организация технологических служб сварочного производства.
Два типа организации:
1 Развито сварочное производство, одно из структурных подразделений – отдел главного сварщика. Главный сварщик подчиняется главному инженеру (техническому директору). В ОГС мб различные отделы, подотделы. Это определяется номенклатурой и типом производства. Должна была бы быть лаборатория с соответствующим оборудованием. ОГС должны вести авторский контроль за соблюдение технологической дисциплины. Это более характерно при единичном и мелкосерийном производстве. Обязательная функция ОГС – отработка конструкции на технологичность.
2 ОГС не ужен, если производится один вид продукции на одном и том же оборудовании или сварочное производство не развито и все, что относится к сварке относится к главному технологу. Технологической подготовкой должны заниматься они. Уровень технолога не ниже 3го.
Технологическая отработка сварных конструкций
Технологичность конструкции изделия - совокупность свойств конструкции изделия, определяющих ее приспособленность к достижению оптимальных затрат при производстве, техническом обслуживании и ремонте для заданных показателей качества, объема выпуска и условий выполнения работ.
Методы отработки конструкции на технологичность:
- анализ технической документации после окончания проектирования, когда разработан рабочий проект;
- на каждой стадии проектирования;
Обеспечение технологичности конструкции изделия - функция подготовки производства, включающая комплекс взаимосвязанных мероприятий по управлению технологичностью и совершенствованию условий выполнения работ при производстве, техническом обслуживании и ремонте изделий.
Обеспечение технологичности конструкции изделия включает:
- отработку конструкции изделий на технологичность на всех стадиях разработки изделия, при технологической подготовке производства и, в обоснованных случаях, при изготовлении изделия;
- совершенствование условий выполнения работ при производстве, эксплуатации и ремонте изделий и фиксация принятых решений в технологической документации;
- количественную оценку технологичности конструкции изделий;
- технологический контроль конструкторской документации;
- подготовку и внесение изменений в конструкторскую документацию по результатам технологического контроля, обеспечивающих достижение базовых значений показателей технологичности.
Показатель технологичности конструкции изделия - Количественная характеристика технологичности. Базовый показатель – принятый за исходный.
Базовые значения показателей технологичности являются предельными нормативами технологичности. Обязательны для выполнения при разработке изделия. Базовые значения указывают в ТЗ на разработку. Номенклатура, методика определения показателей зависит от типа производства, стадии разработки. Количество должно быть минимальным, но достаточным для оценки технологичности.
Технологический контроль конструкторской документации - контроль конструкторской документации, при котором проверяется соответствие конструкции изделия требованиям технологичности. Технологическому контролю, как правило, подлежит конструкторская документация.
Технологический контроль должен быть направлен на:
- соблюдение в разрабатываемых изделиях установленных технологических норм и требований с учетом современного уровня развития данной отрасли техники и способов изготовления, эксплуатации и ремонта изделия;
- достижение в разрабатываемых изделиях заданных показателей технологичности;
- выявление наиболее рациональных способов изготовления изделий с учетом заданного объема выпуска, требования которого должны быть отражены в конструкторской документации.
Стадии разработки – объект контроля.
Техническое предложение:
Правильность выбора варианта конструктивного решения в соответствии с требованиями технологичности.
Эскизный проект:
Правильность выбора принципиальной схемы конструкции, обеспечивающей простоту компоновки изделия и технологичность.
Рациональность конструктивных решений с точки зрения простоты изготовления.
Обеспечение преемственности конструкции.
Правильность расчленения изделия на составные части, обеспечивающие удобство обслуживания, монтажа и регулировки.
Установление номенклатуры основных марок материалов и соответствие этих марок установленному перечню.
Возможность применения рациональных методов обработки для наиболее сложных деталей
Технический проект
Возможность проведения сборки и контроля изделия и его основных составных частей независимо и параллельно.
Удобство и доступность мест сборки.
Возможность исключения или доведения до минимума механической обработки при сборке.
Возможность обеспечения необходимой взаимозаменяемости сборочных единиц и деталей.
Выбор элементов конструкции сборочных единиц (основных составных частей) с точки зрения их технологичности.
Оптимальность номенклатуры контролируемых параметров, а также методов и средств их контроля.
Возможность применения стандартизованных методов выполнения и контроля
Рабочая документация
Проверяют данные, указанные для технического проекта, а также:
технологичность деталей в зависимости от технологичности сборочных единиц;
технологичность сборки как изделия в целом, так и его составных частей (в том числе сварных конструкций);
технологичность механически обрабатываемых, литых, штампуемых и термически обрабатываемых деталей;
возможность разделения сборочной единицы на составные части, сборку которых целесообразно производить параллельно;
наличие сборочных баз;
удобство сборки и разборки;
возможность уменьшения количества и объема пригоночных операций