Введение. Институт металлургии, машиностроения и транспорта
Институт металлургии, машиностроения и транспорта
Кафедра ‹‹Машины и технология обработки
металлов давлением››
Лисицын В. А.
РАЗРАБОТКА ТЕХНОЛОГИИ И ОСНАСТКИ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛИ «ОБЕЧАЙКА»
Пояснительная записка
к курсовому проекту
По дисциплине: Холодная листовая штамповка
Направление подготовки магистров: 15.04.01 «Машиностроение»
Профиль ООП: «Процессы и машины обработки металлов давлением»
Группа 53324/1
Руководитель проекта: Мертенс К. К.
профессор, д.т.н.
Допущена к защите: Заведующий кафедрой
‹‹___››_________2014г. Кункин С.Н.
________ ________________
(подпись) (фамилия, инициалы)
САНКТ – ПЕТЕРБУРГ
Введение
Холодная листовая штамповка – один из самостоятельных и самых распространенных видов обработки металлов давлением, заключающийся в том, что тонкостенная заготовка деформируется в холодном состоянии в штампах, в итоге получается деталь. Холодная листовая штамповка применяется в массовом производстве автомобильной техники, сельскохозяйственной техники, товаров бытового потребления, электронной техники и др. Холодная листовая штамповка является одним из наиболее прогрессивных методов производства; она имеет ряд преимуществ по сравнению с другими видами обработки металлов, как в техническом, так и в экономическом отношении.
Достоинствами холодной листовой штамповки являются:
1. Высокая производительность (от 20 – 200 ход/мин), если на автоматах, то от 100 до 2000 деталей в минуту.
2. Низкая трудоемкость и себестоимость.
3. Возможность получения деталей сложной формы, которые нельзя, или достаточно затруднительно, получить другими методами.
4. Возможность изготовления прочных и жестких деталей с малой массой.
5. Легкость автоматизации, что достаточно ценно в массовом производстве.
6. Сравнительно небольшие потери металла (коэффициент использования материала достигает 90 и более %).
7. Точность, стабильность и взаимозаменяемость деталей – не требуют дальнейшей обработки достаточно высокая точность размеров (10-14 квалитет) и шероховатость (Ra = 0.4…1.6 мкм)
Недостатками данного метода обработки давлением являются:
1. Ограничение по серийности производства из за высокой стоимости штампов.
2. Ограниченный ресурс пластичности металла при холодной пластической деформации. Это приводит к увеличению количества операций и межоперационных отжигов.
3. Не все детали могут быть получены таким методом (станина, вал).
Листовой штамповкой изготавливают самые разнообразные плоские и пространственные детали массой от долей грамма и размерами, исчисляемыми долями миллиметра, и деталей массой в десятки килограммов и размерами, составляющими несколько метров.
Основным конструктивным показателем, характеризующим эффективность применения холодной листовой штамповки, является снижение массы при увеличении прочности и жесткости, штампованных из листа деталей, по сравнению с литыми, кованными или обработанными из проката.
Листовая штамповка объединяет большое количество различных операций.
При классификации операций можно разделить на четыре основных группы:
· Разделительные операции (отрезка, вырубка, пробивка, зачистка и т.д.)
· Формоизменяющие операции (гибка, вытяжка, закатка, скручивание, отбортовка и т.д.)
· Комбинированные операции (вырубка и пробивка, отрезка и гибка и т. д.)
· Сборочные операции (холодная сварка, клепка, запрессовка сборка гибкой и т.д.)
Итак, листовая штамповка – это высокотехнологичный, прогрессивный, экономичный вид обработки металлов давлением, который широко применяется в машиностроении, приборостроении и других современных производствах.
В данной работе будет разработана технология и оснастка для изготовления детали «Обечайка».
1. Анализ конструкции детали «Обечайка»
На рисунке 1 представлен чертеж детали «Обечайка».
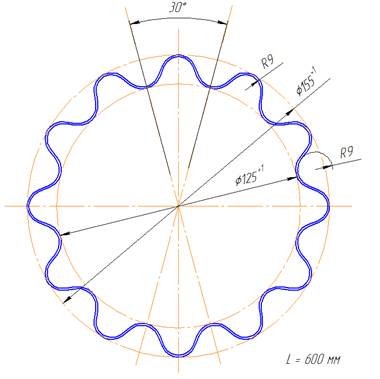
Рисунок 1 – Обечайка
Материал листа – Лист 08Х18Н10Т-1
ГОСТ 5582-75
Сталь 08Х18Н10Т устойчива к окислению при высоких температурах. Магнитные свойства отсутствуют. Сварка стали производится без подогрева и последующей термообработки. Благодаря стабилизации титаном материал не подвергается межкристаллитной коррозии даже при сварке в неблагоприятных условиях. Для упрочнения стали 08Х18Н10Т используется способ закалки. После нее механические свойства характеризуются максимальной вязкостью и пластичностью, но меньшей прочностью и твёрдостью. Сталь 08Х18Н10Т отличается повышенной сопротивляемостью к межкристаллитной коррозии и действию агрессивных сред по сравнению с 12Х18Н10Т. По большинству эксплуатационных параметров эти марки очень схожи.
Нержавеющая сталь 08Х18Н10Т применяется в машиностроении, строительстве, электроэнергетике, пищевой, легкой, авиационной, судостроительной, топливной и химической промышленности. Она позволяет создавать надежную и долговечную продукцию, с успехом заменяя другие материалы.
Химический состав:
Углерода (C) ≤ 0.08 %
Хром (Cr) ≈ 17-19 %
Никель (Ni) ≈ 9-11 %
Титан (Ti) ≈ 1 %
Механические свойства:
σв = 530 МПА – предел прочности при растяжении,
σт = 205 МПА – предел текучести для остаточной деформации,
δ5 = 40 % – относительное удлинение.
На рисунке 2 представлена 3D модель детали. 
Рисунок 2 – Обечайка 3D модель
2. Анализ технической и патентной литературы
Были найдены патенты. Патент на штамп для изготовления листовых деталей с гофрами и патент на способ изготовления спирально-профильных труб. Полное описание изобретений к патенту приведены в приложении 1.