Облопачивание лопаток и дисков с гребнями и вильчатыми хвостовиками
2.1.Конструкция хвостовиков и посадка места.

2.2. Комплектация в соответствии с положением полуотверстий и наборка лопаток.
Для облопачивания, диск с вильчатыми гребнями укладывают на специальный стол. Проверяют комплектность приготовленных пакетов лопаток. Порядок расположения лопаток в диске указан в паспорте.

На диск предварительно насаживают несколько лопаток. Проверяют плотность посадки и зазоры в хвостовом соединении. Лопатка должна плотно садиться на диск без натяга. Зазоры должны быть в пределах предусмотренных чертежом. Не должно быть расклинивания вилки хвостовика и наружных гребней обода диска. Лопатки 1 должны плотно прилегать к наружным диаметрам гребней дисков 2. Это обеспечивается применением в процессе облопачивания технологических, конических штифтов 3.
Для того чтобы обеспечить необходимый натяг между лопатками в тангенциальном направлении, наборку их ведут пакетами. Первую лопатку устанавливают на диск и закрепляют коническим штифтом. У первой лопатки верхнее отверстие под заклепку расположено со стороны вогнутой части. Производят поочередную наборку лопаток на диск всех остальных лопаток пакета. Лопатки закрепляют коническими штифтами.
Проверяют плотность прилегания хвостовиков лопаток на участках длиной 10-15 мм, правильность радиального и аксиального положения лопаток, размеры шагов и ширину в горловом сечении, а так же совпадение отверстий в лопатках с отверстиями в диске. При наличии набегания шага, отклонений от радиального положения и недостаточного прилегания лопаток производят припиловку наружного корпуса. Для создания определенного натяга между лопатками после пригонки последней лопатки пакета средние, уже насаженные лопатки отводят от гребня диска и после крепления коническим штифтом последней насаженной лопатки доводят их до места посадки и закрепляют.
При облопачивании необходимо следить за отсутствием смещения полуотверстия в лопатке относительно отверстия в диске, так как при смещении уплотнение лопаток коническими штифтами в тангенциальном направление затруднено.
По мере наборки лопаток в паз диска заводят бандажную проволоку. Последний пакет лопаток набирают без проволоки, а затем после пригонки и создания соответствующего натяга, лопатки вынимают и заводят проволоку. Потом снова устанавливают лопатки и закрепляют коническими штифтами.
После окончательного расклинивания лопаток диск передают на радиально-сверлильный станок. Производят рассверливание и развертывание отверстий под заклепки, зенковку фасок и установку заклепок с развальцованной головкой с одной стороны. Такую же работу осуществляют с установкой заклепок в наружном ряду. Отверстия под заклепки должны быть гладкими с шероховатостью Ra=1,25 мкм.
После установления заклепок диск снимают, переустанавливают на поворотный стол таким образом, чтобы развальцованные головки заклепок оказались внизу. Производят зенковку фасок и установку всех заклепок. Заклепки должны выступать над ободом диска на 1±0,25 мм. После окончания крепления клепок рабочее колесо поступает на вибростенд для проведения виброиспытаний.
2.3. Слесарный инструмент.
Для облегчения заводки лопаток применяют специальный пневмомолоток с медной оправкой.
После окончательного расклинивания лопаток диск передают на радиально- сверлильный станок, на станине которого закреплен специальный поворотный стол.
После удаления пневмодомкратом конических штифтов внутреннего ряда производят рассверливание и развертывание отверстий под заклепки.
Затем на поворотном столе производят зенковку фасок и установку всех заклепок при помощи домкрата. В шпиндель станка вставляют вальцовку, с помощью которой производят развальцовку заклепок. В процессе вальцевания заклепки поджимаются снизу специальным домкратом.
2.4.Контрольно мерительный инструмент.
Ширину между двумя лопатками в горловом сечении проверяют специальными калибрами. Проверку радиального положения коротких лопаток постоянного сеченияпроизводят с помощью универсального шаблона, а длинных лопаток переменного сечения - специальными шаблонами. Допускаемые отклонения в зависимости от длины лопатки у верхнего конца лопатки составляют ±0,5—2,0 мм. Аксиальное положение лопаток определяют при измерении линейкой расстояния от ступицы рабочего колеса долопаток.
3. Облопачивание с пазом у хвостовика лопаток с ёлочным профилем.
3.1.Конструкция хвостовика и паза.



Рис. 232. Профиль ёлочного хвостовика.
3.2. Процесс наборки лопаток.
Для облопачивания диск укрепляют на оправке, пригодной для проведения статической балансировки. Оправку устанавливают на специальной стойке с вкладышами. После тщательной очистки пазов диска заводят поочередно лопатки в осевом направлении в каждый паз диска. Диск поворачивают так, чтобы лопатка находилась в нижнем положении. Лопатку расклинивают и проверяют величину зазора между хвостовиками и пазами. Припиливание пазов и хвостовиков лопаток не допускается. Между лопатками должен быть минимальный зазор  .
.
После расклинивания измеряют зазор между лопаткой 1 и дном паза диска 3 и подбирают стопорные пластины 2, которые должны быть больше замеренного зазора на а = 0,03-0,04 мм для обеспечения натяга (рис.231). Лопатки заводят на место с загнутыми пластинками с внутренней стороны ударами пневмолотка с медной оправкой. В пазу диска, предназначенного для установки балансировочного груза, укрепляют шаблоны, по которым производят проверку радиального и аксиального положения лопаток. Размеры в горловом сечении между соседними лопатками проверяют калибрами. Одновременно проверяют частоту колебаний набранных лопаток и при необходимости заменяют стопорные пластины.
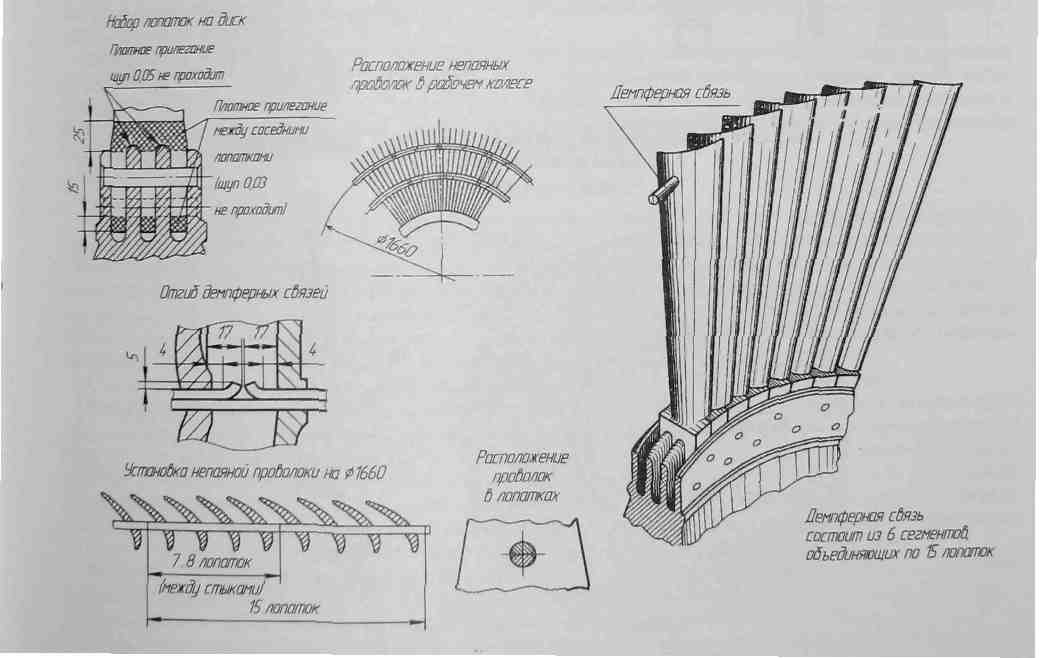
По мере наборки лопаток протягивают демпферную проволоку. Для установки последней лопатки проволоку перемещают по окружности. Загибку стопорных пластин производят с наружной стороны диска. После окончания работы проверяют отсутствие трещин.
Для предотвращения от дальнейшего перемещения производят загибку концов сегментов проволоки. Крепление демпферной проволоки из титана производят наплавкой бобышек по концам сегментов. В некоторых конструкциях применяют трубчатые связи. После окончания облопачивания производят статическую балансировку рабочего колеса с установкой балансировочных грузов.
3.3.Слесарный инструмент.
Для облопачивания диск укрепляют на оправке, пригодной для проведения статической балансировки. Оправку устанавливают на специальной стойке с вкладышами.
3.4.Контрольно мерительный инструмент.
Размеры в горловом сечении между соседними лопатками проверяют калибрами.