Изготовление отливок в разовых формах
Раздел 2. ТЕХНОЛОГИЯ ОБРАБОТКИ МЕТАЛЛА
Способы получения заготовок литьем
Сущность способа получения заготовок литьем заключается в том, что фасонные детали (заготовки) получают заливкой жидкого металла в литейную форму, полость которой соответствует их размерам (с учетом усадки металла) и конфигурации. Литую деталь (заготовку), называемую отливкой, в случае необходимости подвергают механической обработке.
Литьем можно получить отливки из различных сплавов пластичных или хрупких массой от нескольких граммов до сотен тонн, с толщиной стенки 0,5…500 мм и более, с размерами от нескольких миллиметров до десятков метров, сложной формы, которую нельзя получить другими методами.
Для получения отливок в машиностроении наиболее широко применяют следующие сплавы: серые, ковкие и высокопрочные чугуны; углеродистые и легированные стали; сплавы цветных металлов на основе алюминия, меди, магния, титана, молибдена и других тугоплавких металлов.
Способы изготовления отливок
Существуют различные способы изготовления отливок.
Выбор способа определяется типом производства (единичное, серийное, массовое); массой отливок (мелкие - до 100 кг, средние - до 1000 кг, крупные - более 1000 кг); точностью и шероховатостью поверхности отливок; литейными свойствами сплавов; экономической целесообразностью использования того или иного способа.
Разновидности литейных форм. Для получения отливок используют различные литейные формы, отличающиеся: сроком службы (разовые, многократные); состоянием перед заливкой (сухие, подсушенные, сырые, химически твердеющие, самотвердеющие) и технологией изготовления (вручную, на машинах, по выплавляемым моделям и др.). Многократные полупостоянные разъемные формы изготавливают
из шамота, асбеста, алебастра, цемента и других огнеупорных материалов. Такие формы выдерживают несколько десятков и сотен заливок. После заливки многократную форму раскрывают, не разрушая ее, извлекают готовую отливку и снова собирают для очередной заливки.
Многократные постоянные формы (кокили) изготавливают металлическими: из чугуна, стали и иногда из медных и алюминиевых сплавов.
В одном кокиле можно изготовить до нескольких сотен отливок из стали, до нескольких тысяч отливок из чугуна и до сотен тысяч отливок из сплавов цветных металлов.
Изготовление отливок в разовых формах
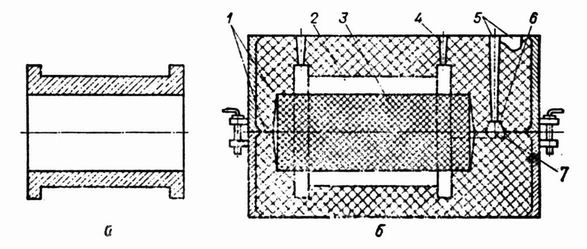
| Рис. 7. Отливка втулки и форма для ее изготовления |
| а |
| б |
| 1 |
| 2 |
| 3 |
| 4 |
| 5 |
| 6 |
| 7 |
| 1 |
В настоящее время около 90 % отливок изготавливают в разовых песчано-глинистых формах. На рис. 7, а приведен чертеж отливки втулки,
а на рис. 7, б - разовая литейная форма для нее. Литейная форма состоит
из двух полуформ 1, образующих полость 2, имеющую конфигурацию отливки, ограниченную стенками полуформ и стержнем 3, установленным
на стержневые знаки в форме. Для заливки жидкого металла в форме изготавливают вертикальные 4 и 5 и горизонтальные 6 и 7 каналы, называемые литниковой системой.