Модельные комплекты для ручной и машинной формовки
В модельный комплект входят: модель будущей отливки; один или несколько стержневых ящиков (если отливка имеет полости или отверстия); модели литниковой системы; подмодельная доска (при ручной формовке) или модельная плита (при машинной формовке).
С помощью модели в литейной форме получают отпечаток наружной конфигурации отливки. В стержневых ящиках изготавливают песчаные стержни для получение внутренней полости отливки. При формовке на подмодельную доску устанавливают модель или полумодель.
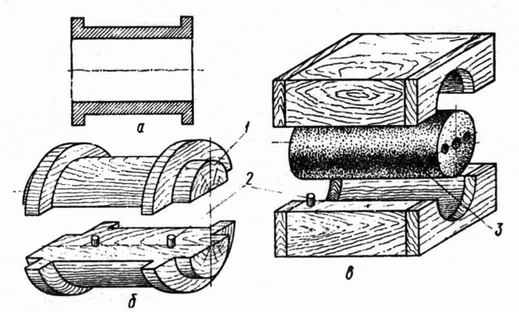
| Рис. 8. Модельный комплект: а - чертеж отливки; б - разъемная модель;
в - стержневой ящик со стержнем; г - опока
|
 Модель для ручной формовки
Модель для ручной формовки изготавливают из твердых пород древесины. Для отливок несложной конфигурации используют неразъемные модели, которые могут быть заформованы в одной полуформе. Для сложных отливок (рис. 8,
а) модель изготавливают разъемной (рис. 8,
б), что позволяет удалять ее из формы без разрушения последней. С этой же целью
вертикальные стенки модели, перпендикулярные к плоскости разъема формы, делают с уклоном 0,5…3° (нижний предел для высоких моделей, верхний - для низких). Размеры модели по сравнению с размерами детали увеличивают на величину литейной усадки металла, из которого изготавливают отливку, и на величину припусков на механическую обработку.
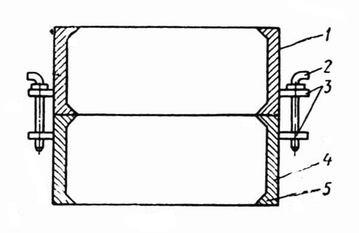
| Рис. 9. Литниковая система: 1 - литниковая чаша; 2 - стояк; 3 - шлакоуловитель; 4 - питатели
|

Модель (рис. 8,
б) имеет выступающие части
1, называемые стержневыми знаками. Знаки образуют в форме углубления (см. рис. 7,
б), в которые устанавливают изготовленный в стержневом ящике (рис. 8,
в) стержень
3. Стержневой ящик состоит из двух половин, которые соединяются центровочным шипом
2. Формовку осуществляют в металлических рамках - опоках (рис. 8,
г). Верхняя опока
1 соединяется с нижней
4 штырями
2, которые пропускают в проушины
3. Для удержания смеси в опоках делают буртики
5.
Модель при машинной формовке изготавливают из сплавов легких металлов. Металлические полумодели закрепляют винтами на металлических плитах, на них же монтируют модели литниковой системы. Такие плиты называют модельными.
Литниковая система (рис. 9) - это система отверстий для подачи металла в полость. Она состоит: из литниковой чаши 1, которая уменьшает динамический напор струи металла и частично отделяет шлак; стояка 2 для подачи расплава в полость формы; шлакоуловителя 3, размещенного в верхней половине формы в плоскости разъема для задержания шлаковых и земляных включений, не допуская их попадания в полость формы, и питателей 4 для подачи металла в различные места полости формы. Выпор 4 (см. рис. 7) служит для выхода воздуха из полости формы при ее заливке, а также для сбора всплывающей грязи и контроля заполнения формы металлом.