Технологія рихтування колії гідравлічними рихтувальними приладами
Для виконання робіт по рихтуванню колії використовують спеціальні гідравлічні типу ГР рихтувальні прилади. При поточному утриманні рихтування може бути виконане також і важільними рихтувальними приладами. Гідравлічних рихтувальних приладів в комплект входить від трьох до семи штук.
Вибір кількості гідравлічних рихтувальних приладів для рихтування колії залежить від величини зміщення, виду та ступеню ущільнення баласту, міцності та конструкції колії (ланкова, безстикова), а також від того пряма це чи крива ділянка колії. Так, для рихтування безстикової колії з рейками Р65 та залізобетонними шпалами при ущільненому щебеневому баласті на кривій ділянці
необхідно використовувати сім приладів, а при рихтуванні колії з
дерев'яними шпалами на свіжому баласті можна обійтись трьома приладами.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |
Рихтувальні прилади встановлюють в шпальні ящики через два-три ящики один від одного в шаховому порядку, а при наявності в
колії кута - через один ящик (рис. 5.2). Більшу кількість рихтувальних» приладів встановлюють на рейковій нитці, в бік якої здійснюється зміщення рейко-шпальної решітки. По закінченню зміщення з неї в першу чергу і знімають прилади. Як правило, зміщення решітки роблять з запасом 1-2 мм, враховуючи пружність решітки.

Рис. 5.2 Схеми встановлення рихтувальних приладів через два (а) і через один (б) шпальний ящик
Якщо щебеневий баласт щільно втрамбований, то перед зміщенням у ньому решітки його рихлять ломами в зонах кінців шпал із того боку, в який буде виконуватись зміщення. В цей же час готують місця для встановлення рихтувальних приладів.
В залежності від типу верхньої будови колії склад бригади монтерів колії для рихтування приймається таким: при гідравлічних рихтувальних приладах 5-10 монтерів колії (3-7 приладів) і при важільних рихтувальних приладах 5-12 монтерів колії (4-12 приладів). При використанні оптичного приладу склад бригади збільшується на 1-2 монтери колії.
Керівник робіт при виправлення колії в плані стоїть над рейкою, по якій рихтують колію, лицем в бік місця рихтування і по робочому канту визначає місця встановлення рихтувальних приладів.
Якщо треба виправити кут в колії, то керівник робіт подає команду про встановлення рихтувального приладу в місця більшого відхилення, а інші рихтувальні приладі встановлюють з обох боків порівну від центрального по двох рейкових нитках рівномірно один від одного.
Якщо відхилення довге і потрібно буде декілька перестановок
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |
У першому і другому випадках керівник робіт встановлює кінець зміщення решітки: на прямій ділянці - загальна прямолінійність колії; на кривій - до тієї ж кривизни, що і колія, яка відрихтована.
При рихтуванні на прямій ділянці колії довгих односторонніх відхилень з використанням приладу ПРП (рис. 5.3), спочатку на довжині 150-200 м оглядають рихтувальну рейкову нитку і на ній вибирають дві точки (1, 2) поряд з межами ділянки рихтування. В одній із точок встановлюють оптичний прилад, а в другій (на кінці місця рихтування) - робочу рейку. Навідним гвинтом оптичного приладу поєднують перехрестя вертикальної нитки труби з вертикальною лінією робочої рейки, яка проходить через верхній і нижній кути ромба.
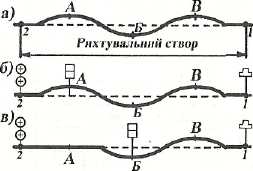
Рис. 5.3 Схема встановлення оптичного приладу та робочих рейок при рихтуванні прямих ділянок колії:
а – вибір рихтувального створу; б, в - положення рейок при рихтуванні у точках А, Б,В
Вимірювальну рейку в процесі рихтування встановлюють в точках, де необхідне зміщення решітки (А, Б та інші) і по ній колію зміщують на стільки, щоб після зняття зусиль з рихтувальних приладів вертикальні вісі вимірювальної і робочої рейок співпали.
При суцільному зміщенні в один бік вимірювальну рейку переставляють на 4-5 м від місця останнього встановлення.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |
робіт відкопують баласт біля торців шпал з боку зміщення, встановлюють прилади та зміщують колію на розрахункову
величину. Прилади знімають спочатку на другій рейковій нитці в напрямку зміщення, а потім на першій. Після цього засипають баластом з трамбуванням заглиблень біля торців шпал.
Якщо треба пропускати поїзд по місцю робіт, оптичний прилад ПРП і вимірювальні рейки знімають та, при необхідності, роблять плавний відвід. За торцями шпал трамбують баласт: з боку, куди зміщувалась колія - для ущільнення розпушеного баласту; з протилежного боку - для усунення щілин, що з'явились між торцями шпал і баластом.
По вказівці керівника робіт після закінчення рихтування в одному створі вимірювальні рейки переносяться на другий створ, де роботи по виправленню колії в плані виконуються в тій же послідовності. На двоколійній ділянці роботи по рихтуванню колії необхідно вести назустріч руху поїздів.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |
| Найменування інструменту | Кількість інструменту при чисельності бригади, монтери колії | ||
| 5-6 | 7-8 | 9-10 | |
| Гідравлічний рихтувальний прилад | 3-4 | ||
| Лом гострий | |||
| Шаблон колієвимірювальний | |||
| Вили для щебеню | |||
| Ключ гайковий для стикових болтів | |||
| Молоток костильний | |||
| Візок однорейковий | |||
| Оптичний прилад ПРП, бінокль |
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |
Втрата баластним шаром необхідних пружних властивостей, недостатня його товщина та нерівномірність ущільнення баласту під шпалами викликають розлади колії в поздовжньому та поперечному профілях, які при поточному утриманні усуваються роботами по виправленню колії в поздовжньому профілі з одночасним виправленням взаємного положення обох рейкових ниток за рівнем.
Необхідність і обсяги виправлення колії під час поточного утримання визначають по колієвимірювальним стрічкам вагона-колієвимірювача, а також за результатами огляду та перевірки колії особами, що відповідають за технічний стан і поточне утримання колії.
Критеріями призначення виправлення колії є: відхилення від норм утримання рейкових ниток за рівнем, просідання колії (видимі та потайні), неправильні (порушені) відводи підвищення зовнішньої рейкової нитки і сполучення прямих з кривими, а також нещільне прилягання рейки до підкладок або шпал до баласту.
При поточному утриманні виправлення колії (в поздовжньому та поперечному профілях) виконується з метою усунення несправностей: просідання однієї або обох рейкових ниток в поздовжньому напрямку; відхилення у взаємному розміщенні обох рейкових ниток за рівнем; поздовжні просідання або відхилення в розміщенні рейкових ниток за рівнем, що виникають при проході рухомого складу через нещільне прилягання підошви рейки до підкладок, підкладок до шпал або нижньої постелі шпал до баласту (потайні поштовхи або просідання).
В залежності від пори року, типу рейкового скріплення та характеру відхилень (несправностей) виправлення колії може виконуватись одним із наступних способів:
• підбивання баласту під шпалами ручними торцевими
шпалопідбійками або електрошпалопідбійками;
• вкладання регулювальних підкладок під підошву рейки при роздільному скріпленні;
• вкладання пучинних прокладок на дерев'яних шпалах та брусах при костильному скріпленні;
• підсипання баластного матеріалу під шпалу;
• піднімання рейко-шпальної решітки і ущільнення баласту
під шпалами виправно-підбивальними машинами.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |
Далі на місці виконання робіт за допомогою оптичного приладу ПРП та візирних рейок і вимірювань взаємного положення рейкових ниток за рівнем колієвимірювальним шаблоном точно визначають просідання кожної рейкової нитки та встановлюють висоту піднімання, межі просідань, взаємне положення рейкових ниток за рівнем, а за допомогою флексометрів (рис. 5.4) визначають величину зазору між підошвою рейки та підкладкою, підкладкою та верхньою поверхнею шпали, нижньою постіллю шпали та баластом.
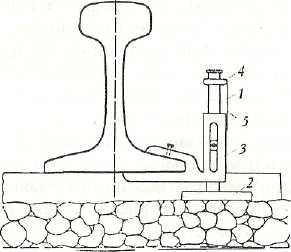
Рис. 5.4 Схема флексомстра:
1 - стержень; 2- підп'ятник; 3 - втулка прикріплювача; 4 - фрикційна шайба; 5 - металева лінійка з позначками
При роботі з повним комплектом оптичного приладу ПРП до початку візування керівник робіт на око по неробочій грані головки рейки просівшої нитки визначає межі просідань. Оптичний прилад встановлюють на головку рейки за 3-5 м до початку просідання (рис. 5.5), робочу рейку - на головку рейки за просіданням, Суміщують горизонтальну нитку сітки приладу з горизонтальною діагоналлю верхнього ромба робочої рейки. По отриманій візирній лінії
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |
В процесі виправлення колії підбиванням баласту під шпалами електрошпалопідбійками використовують тільки оптичний прилад і вимірювальну рейку, які встановлюють відповідно в нульові точки візування А і Б (рис. 5.5). Керівник робіт гвинтами оптичного приладу послідовно суміщує вертикальну та горизонтальну нитки сітки приладу з вертикальною та горизонтальною лініями вимірювальної шкали рейки. Після чого монтер колії переставляє вимірювальну рейку на першу точку просідання. Рейкову нитку в цьому місці домкратами піднімають до тих пір, поки горизонтальна нитка сітки оптичного приладу не суміститься з горизонтальною лінією шкали рейки (з урахуванням запасу на осідання колії). Другу рейкову нитку піднімають за рівнем колієвимірювального шаблона та підбивають баласт під шпаламивід початку просідання до місця встановлення домкратів.
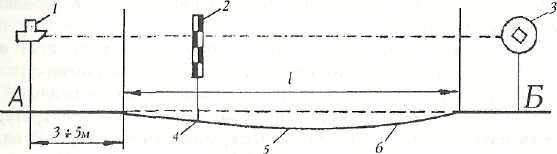
Рис. 5.5 Схема вимірювання просідання колії з використанням оптичного приладу:
1- оптичний прилад; 2 - вимірювальнарейка; 3 - робоча рейка; 4, 5, 6 - точки встановлення вимірювальної рейки;l - довжина просідання
Далі вимірювальну рейку переміщують в наступну точку, встановлюють на рейку та повторюють операції по виправленню колії. Таким чином здійснюють роботи по виправленню колії на всій довжині просідання. Для пропуску поїзда оптичний прилад і вимірювальна рейка знімаються, а після його проходу ставляться спочатку за межами просідання, а потім оптичний прилад встановлюється востанній перед пропусканням поїзда точці.
При виправленні локальних відхилень підбиванням шпал або
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |
Ручне підбивання шпал, як правило, застосовується при виконанні невідкладного та першочергового виправлення колії. Ця робота виконується на ділянці колії вибірково в інтервали часу між поїздами та потребує частішогозгортання та розгортання робіт для пропуску поїздів і переходів бригади монтерів коліїз одного місця виправлення до іншого,
Планово-запобіжні роботи по виправленню колії повинні виконуватися виправно-підбивальними машинами з суцільним підбиванням шпал наділянці.
Відводи по профілю при підніманні колії згідно Інструкції з забезпечення безпеки руху поїздів при виконанні колійних робіт повинні бути плавними і на прямих ділянках не перевищувати 1‰ при швидкості руху поїздів від 101 до 140 км/год включно, 2‰ - від 81 до 100 км/год включно, 3‰ - від61 до 80 км/год включно, 4‰ - від 41 до 60 км/год включно і 5‰ - 40 км/год і менше. Крутизна відводу при виправленні колії більше 5 ‰ недопустима.
На ланковій колії перед виправленням перевіряють стан стикових зазорів, і якщо необхідно, виконують їх регулювання або розгонку.
Виправлення безстикової колії з підніманням рейко-шпальної решітки до 2 см згідно Технічних вказівок по улаштуванню, укладанню та утриманню безстикової колії на залізницях України дозволяється, якщо температура рейок не перевищує температуру останнього закріплення пліті в прямій на 20 °С, в кривих радіусом 800 м і більше на 15 °С, радіусом 600-799 м на 10 °С і радіусом 350-599 м на 5°С, а при підніманні рейко-шпальної решітки до 6 см відповідно на 15, 10, 5 і 5°С.
Регулювання та розгонка стикових зазорів;
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |
- переважаючий напрямок руху поїздів (односторонній - на двоколійній ділянці, двосторонній - на одноколійній ділянці);
- вид і кількість поїздів;
- режими руху поїздів, особливо на гальмівних ділянках;
- профіль колії (спуск чи підйом);
- амплітуда коливань температур на протязі року;
- конструкція і схема закріплення колії від угону.
Основним діяльним фактором порушення нормальної величини рейкових зазорів є угон колії. Причинами, що його викликають або сприяють накопиченню, є:
- хвилеподібний вигин рейок під дією коліс рухомого складу, при якому рейки намагаються переміщуватись вперед за напрямком руху поїзда;
- сили тертя, що виникають на поверхні катання рейок при русі рухомого складу, особливо на гальмівних ділянках;
- коливання температури, що викликають подовження і укорочення рейок;
- удари коліс рухомого складу при їх переході через рейковий стик.
Тому в процесі експлуатації колії періодично доводиться регулювати величину зазорів в стиках і їх розміщення на протязі колії відносно шпальної решітки.
Якщо цього не робити, то через деякий час можуть відбуватися або розриви стиків при надмірних зазорах, або викиди рейко-шпальної решітки при нульових зазорах.
Інструкцією по устрою та утриманню колії залізниць України встановлено, що при наявності двох і більше злитих зазорів підряд у колії з рейками довжиною 25 м і трьох і більше злитих зазорів підряд з рейками довжиною 12,5 м необхідно регулювати зазори, за винятком випадків, коли такі зазори є нормальними. Необхідність регулювання зазорів встановлюється за результатами попередньої перевірки їх при
температурі, коли зазори не повинні бути злитими. Обов'язково зазори заміряються при весняному і осінньому оглядах. Прийнято, якщо приведення величини зазорів до норми здійснюється без роз'єднання стиків, то цю роботу називають "регулюванням" зазорів, якщо з роз'єднанням стиків - "розгонкою" зазорів.
Регулювання зазорів може виконуватись позапланово та планово.
Позапланове регулювання призначається за результатами перевірки стиків, виходячи з наявності та кількості злитих чи розтягнутих зазорів відносно температури рейок і відхилень від нормальних значень зазорів.
Планове регулювання (розгонка) зазорів призначається за результатами графікового співставлений накопичення виміряних і нормальних зазорів (табл. 5.6 і 5.8, рис. 5.2).
Як правило, роботи по суцільному плановому регулюванню або розгонці зазорів виконуються при комплексних планово-запобіжних роботах або ремонтах колії. В окремих випадках вони можуть виконуватись і як самостійні.
Регулювання або розгонка зазорів повинні виконуватись напередодні інших комплексних планово-попереджувальних робіт поточного утримання та бути в числі перших при ремонтах колії.
До складу робіт входять такі основні технологічні операції:
• вимірювання фактичних зазорів;
• складання розрахункової відомості стикових зазорів;
• переміщення рейок згідно розрахунків;
• закріплення переміщених рейок протиугонами.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |
Для вимірювання стикових зазорів використовується спеціальний металевий шаблон із позначками, який заводиться в стиковий зазор з неробочого (зовнішнього) боку рейки на рівні середньої її частини.
Вимірювання зазорів здійснюють при незначних коливаннях температури (зранку або ввечері) та починають від стику, положення якого приймається за незмінне з моменту вкладання колії (фіксована точка) і роблять по обох рейкових нитках.
Для врахування змін сил тертя рейок в накладках при змінах температури на початку перевірки величин зазорів визначається величина поправки до вимірюваних фактичних зазорів, яка враховує можливу зміну зазорів при виконанні робіт.
Для цього визначають суму зазорів в перших чотирьох стиках (без
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |
Наприклад, середній зазор в перших чотирьох стиках складає: при затягнутих болтах (5+9+3+6):4=6мм, при послаблених болтах - (6+8+2+4);4=5 мм. Різниця середніх зазорів (6-5 =1 мм) позитивна, тому фактичні зазори в стиках повинні бути зменшені на 1 мм.
За результатами вимірювань складається розрахункова відомість, по якій визначається вид робіт (регулювання чи розгонка), величину і напрямок переміщення рейок, фронт робіт.
Регулювання зазорів призначається при наявності двох злитих (нульових) або розтягнутих зазорів при рейках довжиною 25 м, або якщо зазор відрізняється від нормального більше ніж на 6 мм.
В табл. 5.2 за результатами вимірювань наведена відомість регулювання зазорів по одній рейковій нитці, а на рис. 5.6 відповідний їй графік накопичення зазорів.
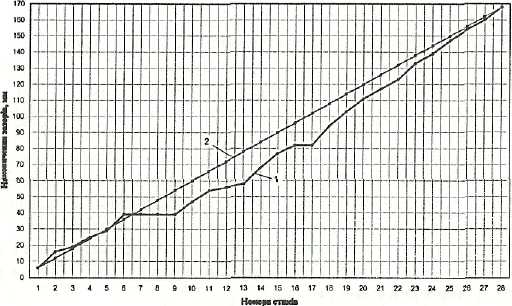
Рис. 5.6. Графік накопичення зазорів на ділянці їх регулювання:
1, 2-лінії накопичення відповідно виміряних і нормальних зазорів
Яквидно з табл. 5.2, якщо сума виміряних зазорів менша за суму
нормальних, то їх різниця записується із знаком "мінус", а якщо більша - зі знаком "плюс". Коли на ділянці виміряних зазорів переважає різниця одного і того ж знаку, то це свідчить про вплив на зміну зазорів угону колії в одному напрямку.
Вид робіт - регулювання чи розгонка зазорів - визначається зазначеннями п'ятої колонки табл. 5.2по такому правилу:
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |
Таблиця 5.2 Відомість регулювання стикових зазорів
_______нитки______км____колії_____околотку_______дистанції колії_________залізниці (температура рейок +21 С, довжина рейок 25 м, нормальний зазор 6 мм)

| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |

Рис. 5.7 Схема переміщення плітей та перестановок гідравлічного приладу:
І, II, III— місця установки приладу; 1 - направлення переміщаннярейок; 2 - рейкова пліть; 3 - напрямок руху бригади
Направлення переміщення рейкових плітей визначають порівнянням накопичень зазорів - нормальних і виміряних. Якщо сума виміряних зазорів відстає від суми нормальних (переміщення зі знаком "мінус"), то пліть необхідно переміщувати в напрямку від початкового стику (місця установки гідравлічного приладу) до кінця пліті. Якщо сума виміряних зазорів випереджає накопичення нормальних (переміщення із знаком "плюс"), то пліть необхідно переміщувати в напрямку від кінцевого до початкового стику.
Якісне виконання робіт по регулюванню або розгонці зазорів багато в чому залежить від уміння керівника робіт читати і аналізувати графік накопичення зазорів.
Згідно інструкції з забезпечення безпеки руху поїздів при виконанні колійних робіт місце виконання робіт по регулюванню стикових зазорів без розриву рейкової колії приладами, що перешкоджають руху поїздів, огороджується сигналами зупинки, на поїзди видають попередження за заявкою по формі 2, швидкість руху
поїздів не обмежують, керівництво роботами здійснює бригадир колії.
Перед зніманням сигналів і пропуском поїзду гідравлічний прилад знімають 3 рейки та прибирають разом з колійним інструментом у бік від колії з дотриманням габариту.
Регулювання зазорів на колії з костильним скріпленням виконує бригада у складі 8 чол., на колії з роздільним скріпленням - бригада у складі 12 чол. (збільшення чисельності бригади пов'язане з необхідністю ослаблення і закріплення гайок клемних болтів).
На рис. 5.8 приведений технологічний графік виконання робіт по регулюванню зазорів у стиках.

Рис. 5.8 Графік робіт по регулюванню зазорів бригадою у складі восьми монтерів колії:
1 - ослаблення гайок стикових болтів; 2 - ослаблення протиугонів; 3 - встановлення прозірників; 4 - поздовжнєпереміщення рейок, постукування по них дерев'яною кувалдою і надсмикування окремих костилів; 5 - закріплення гайок стикових болтів; 6 - закріплення або встановлення протиугонів
При виконанні робіт по регулюванню стикових зазорів (рис. 5.8) послаблюють болти у стиках, крім тих, де величина зазору не змінюється; в залежності від кількості рейок переміщуємої пліті визначають місця установки гідравлічних приладів; з боку, в який будуть переміщуватись рейки, в стикові зазори встановлюють
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |
На початку місця регулювання зазорів гідравлічний прилад встановлюють на стик (1-а установка на рис. 5.7) і переміщують рейкову пліть до тих пір, поки прозірники-прокладки в стиках не будуть зажаті рейками. Після цього зупиняють переміщення рейок, знімають прозірники-прокладки, закріплюють стикові болти, поправляють протиугони, добивають костилі, переміщують та встановлюють гідравлічний прилад на нове місце.
При виконанні робіт по регулюванню зазорів необхідно виконувати наступні правила:
• поздовжнє переміщення рейок виконується плітями по дві-три
рейки залежно від типу і потужності гідравлічного приладу, а також положення колії в плані;
• у випадку, коли поздовжнє переміщення рейок ускладнюється опором костилів, шпал або перекошених підкладок, рекомендується перед переміщення рейок послабити костилі, ліквідувати перекіс шпал і підкладок;
• одночасно з переміщенням рейок необхідно стукати по них дерев'яними кувалдами;
• непридатні протиугони необхідно замінити;
• відірвані з'єднувачі повинні бути приварені, непридатні замінені.
В табл. 5.3 наведена кількість механізмів і інструменту для регулювання стикових зазорів однією бригадою монтерів колії.
| Змн. |
| Арк. |
| № докум. |
| Підпис |
| Дата |
| Арк. |
| 5.07010503.04.00.З |

|