Упражнение 38. Переведите следующие предложения, обращая внимание на перевод фразеологизмов.
1. The self-locking aspect of a wedge may be of interest. 2. Constant-volume heat addition is approximated in the SI engine by virtue of the combustion process taking place rapidly when the piston is near TDC. 3. The effect of fouling on design is twofold: extra surface must be added to the heat exchanger to overcome the additional thermal resistance, and provision must be made to allow cleaning either by chemical or mechanical means. 4. Models of the environment typically refer to some portion of a system’s surroundings, the intensive properties of each phase of which are uniform and do not change significantly as a result of any process under consideration. 5. Just like a human expert can explain how a specific conclusion has been drawn, the explanation facility can explain its reasoning to enhance the credibility of an expert system. 6. The difficulty is mainly because of the need to account for important, complex details of the loading cycle (frequency, hold times, temperature, and deformation wave shape). 7. The quantity denoted by Q in Equation 2.8 accounts for the amount of energy transferred to a closed system during a process by means other than work. 8. The first term on the right side accounts for the cost of the net energy used and the second term accounts for cost of the system itself. 9. As for axially loaded members, the redundant reactions of beams are determined from the given conditions of geometry (the displacement compatibility conditions). 10. It follows that heat interactions also involve energy transfer. 11. A new approach has to take the climatic factors into account to find out if a double-skin facade can help to reduce the energy consumption in buildings in a hot and humid climate. 12. All ungrounded systems should be equipped with ground detectors and proper maintenance applied to avoid, as far as practical, the overcurrent of a sustained ground fault on ungrounded systems. 13. Pairwise comparisons should not be used when there are a very large number of comparisons to be made, because the comparisonwise significance level can become too small to be of value. 14. While an experimenter should be concerned about controlling overall error rates and confidence levels, it is important to stress that the main objective of multiple comparison procedures is to learn as much about populations, processes, or phenomena as is possible from an experiment. 15. It is no longer satisfactory just to monitor on-line industrial processes and to ensure that products are within desired specification limits. 16. The figures available are not so complete as to provide a basis for final analysis. 17. In spite of the severe difficulties that the economy had to face, the intensification of building construction was necessary.
Перевод литературы по технологии машиностроения
Modern Manufacturing
Manufacturing is the conversion of raw materials into desired end products. The word derives from two Latin roots meaning hand and make. Manufacturing, in the broad sense, begins during the design phase when judgments are made concerning part geometry, tolerances, material choices, and so on. Manufacturing operations start with manufacturing planning activities and with the acquisition of required resources, such as process equipment and raw materials. The manufacturing function extends throughout a number of activities of design and production to the distribution of the end product and, as necessary, life cycle support. Modern manufacturing operations can be viewed as having six principal components: materials being processed, process equipment (machines), manufacturing methods, equipment calibration and maintenance, skilled workers and technicians, and enabling resources.
There are three distinct categories of manufacturing:
· Discrete item manufacturing, which encompasses the many different processes that bestow physical shape and structure to materials as they are fashioned into products. These processes can be grouped into families, known as unit manufacturing processes, which are used throughout manufacturing.
· Continuous materials processing, which is characterized by a continuous production of materials for use in other manufacturing processes or products. Typical processes include base metals production, chemical processing, and web handing. Continuous materials processing will not be further discussed in this chapter.
· Micro- and nano-fabrication, which refers to the creation of small physical structures with a characteristic scale size of microns (millionths of a meter) or less. This category of manufacturing is essential to the semiconductor and mechatronics industry. It is emerging as very important for the next-generation manufacturing processes.
Manufacturing technologies address the capabilities to design and to create products, and to manage that overall process. Product quality and reliability, responsiveness to customer demands, increased labor productivity, and efficient use of capital were the primary areas that leading manufacturing companies throughout the world emphasized during the past decade to respond to the challenge of global competitiveness. As a consequence of these trends, leading manufacturing organizations are flexible in management and labor practices, develop and produce virtually defect-free products quickly (supported with global customer service) in response to opportunities, and employ a smaller work force possessing multi-disciplinary skills. These companies have an optimal balance of automated and manual operations.
To meet these challenges, the manufacturing practices must be continually evaluated and strategically employed. In addition, manufacturing firms must cope with design processes (e.g., using customers' requirements and expectations to develop engineering specifications, and then designing components), production processes (e.g., moving materials, converting materials properties or shapes, assembling products or components, verifying processes results), and business practices (e.g., turning a customer order into a list of required parts, cost accounting, and documentation of procedures). Information technology will play an indispensable role in supporting and enabling the complex practices of manufacturing by providing the mechanisms to facilitate and manage the complexity of manufacturing processes and achieving the integration of manufacturing activities within and among manufacturing enterprises. A skilled, educated work force is also a critical component of a state-of-the-art manufacturing capability. Training and education are essential, not just for new graduates, but for the existing work force.
Manufacturing is evolving from an art or a trade into a science. The authors believe that we must understand manufacturing as a technical discipline. Such knowledge is needed to most effectively apply capabilities, quickly incorporate new developments, and identify the best available solutions to solve problems. The structure of the science of manufacturing is very similar across product lines since the same fundamental functions are performed and the same basic managerial controls are exercised.
Material removal processes, also known as machining, remove material by mechanical, electrical, laser, or chemical means to generate the desired shape and/or surface characteristic. Workpiece materials span the spectrum of metals, ceramics, polymers, and composites, but metals, and particularly iron and steel alloys, are by far the most common. Machining can also improve the tolerances and finish of workpieces previously shaped by other processes, such as forging. Machining is an essential element of many manufacturing systems. Machining is important in manufacturing because
· It is precise. Machining is capable of creating geometric configurations, tolerances, and surface finishes that are often unobtainable by other methods. The achievable dimensional accuracy in casting is 1 to 3% (ratio of tolerance to dimension) depending on the thermal expansion coefficient and in metal forming it is 0.05 to 0.30% depending on the elastic stiffness, but in machining the achievable tolerance can be 0.001%.
· It is flexible. The shape of the final machined product is programmed and therefore many different parts can be made on the same machine tool and just about any arbitrary shape can be machined. In machining, the product contour is created by the path, rather than the shape, of the cutter. By contrast, casting, molding, and forming processes require dedicated tools for each product geometry, thus restricting their flexibility.
· It can be economical. Small lots and large quantities of parts can be relatively inexpensively produced if matched to the proper machining process.
The dominating physical mechanism at the tool/workpiece interface in conventional machining is either plastic deformation or controlled fracture of the workpiece. Mechanical forces are imposed on the workpiece by the application of a tool with sharp edges and higher hardness than the workpiece. However, many new materials are either harder than conventional cutting tools or cannot withstand the high cutting forces involved in traditional machining. Nontraditional manufacturing (NTM) processes can produce precision components of these hard and high-strength materials. NTM processes remove material through thermal, chemical, electrochemical, and mechanical (with high impact velocity) interactions.
Machinability is defined in terms of total tool life, power requirements, and resultant workpiece surface finish. To date, no fundamental relationship incorporates these three factors and thus machinability must be empirically determined by testing.
Process Selection
Machine tools can be grouped into two broad categories:
· Those that generate surfaces of rotation.
· Those that generate flat or contoured surfaces by linear motion.
Selection of equipment and machining procedures depends largely on these considerations:
· Size of workpiece.
· Configuration of workpiece.
· Equipment capacity (speed, feed, horsepower range).
· Dimensional accuracy.
· Number of operations.
· Required surface condition and product quality.
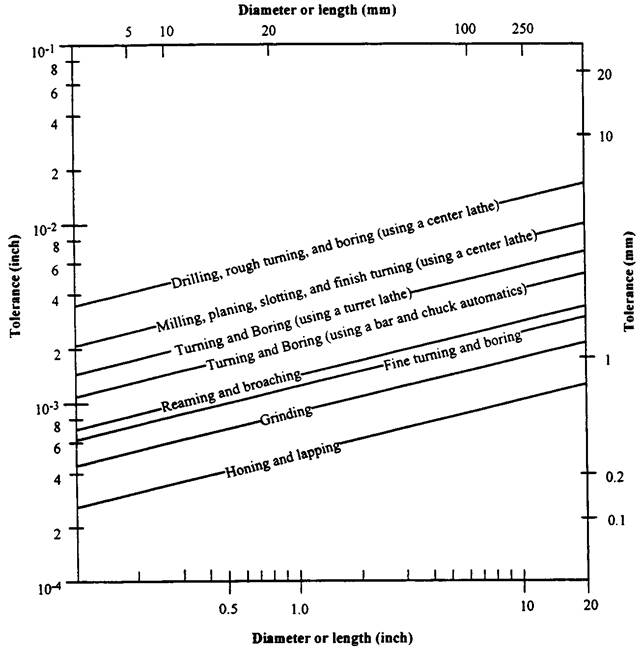
For example, the figure below graphically indicates the various tolerance levels that can be typically achieved for common machining unit processes as a function of the size of the workpiece. Such data can help in identifying candidate unit processes that are capable of meeting product requirements.
Traditional machining processes remove material from a workpiece through plastic deformation. The process requires direct mechanical contact between the tool and workpiece and uses relative motion between the tool and the workpiece to develop the shear forces necessary to form machining chips. The tool must be harder than the workpiece to avoid excessive tool wear. The unit processes described here are a representative sample of the types most likely to be encountered. The reference list at the end of the section should be consulted for more detailed information on the unit processes discussed below, plus those that are not included here.
The functional definitions of turning, milling, drilling, and grinding are not distinctively different, but machining process specialists have developed terminology peculiar to a given combination of functions or machine configurations. Commonly used metal-cutting machine tools, however, can be divided into three groups depending upon the basic type of cutter used: single-point tools, multipoint tools, or abrasive grits.
Forced vibrations during cutting are associated with periodic forces resulting from the unbalance of rotating parts, from errors of accuracy in some driving components, or simply from the intermittent engagement of workpiece with multipoint cutters. Self-excited vibrations occur under conditions generally associated with an increase in machining rate. These vibrations are often referred to as chatter. All types of chatter are caused by a feedback loop within the machine tool structure between the cutting process and the machine frame and drive system. The transfer function of the machine tool, in terms of the stiffness and damping characteristics, plays a critical role in the stability of the overall feedback system. The static stiffness of most machine tools, as measured between the cutting tool and the workpiece, tends to be around 105 lb-ft/in. A stiffness of 106 lb-ft/in. is exceptionally good, while stiffness of 104 lb-ft/in. is poor but perhaps acceptable for low-cost production utilizing small machine tools.